如果您无法下载资料,请参考说明:
1、部分资料下载需要金币,请确保您的账户上有足够的金币
2、已购买过的文档,再次下载不重复扣费
3、资料包下载后请先用软件解压,在使用对应软件打开
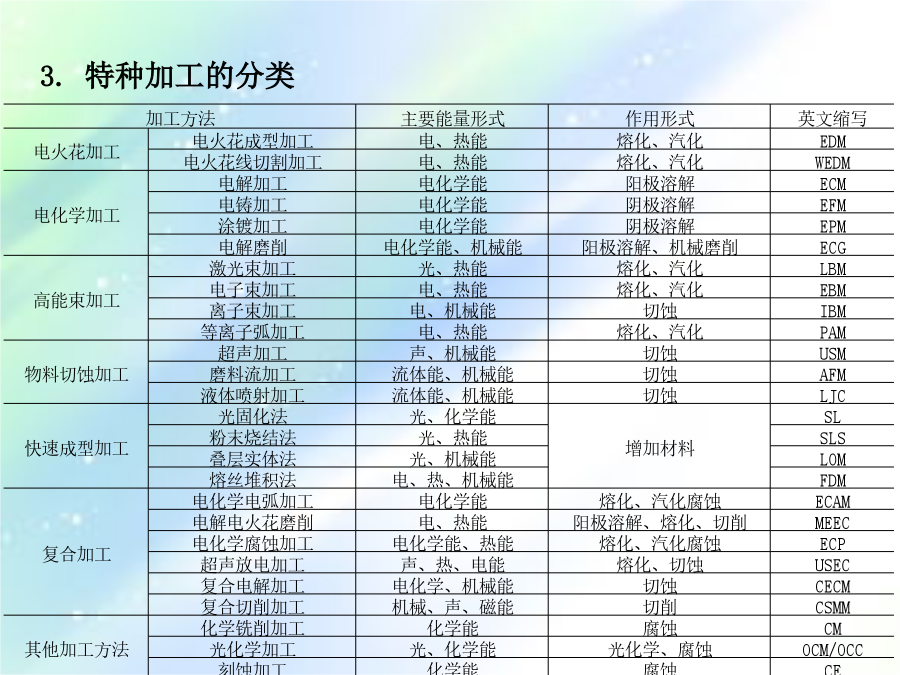
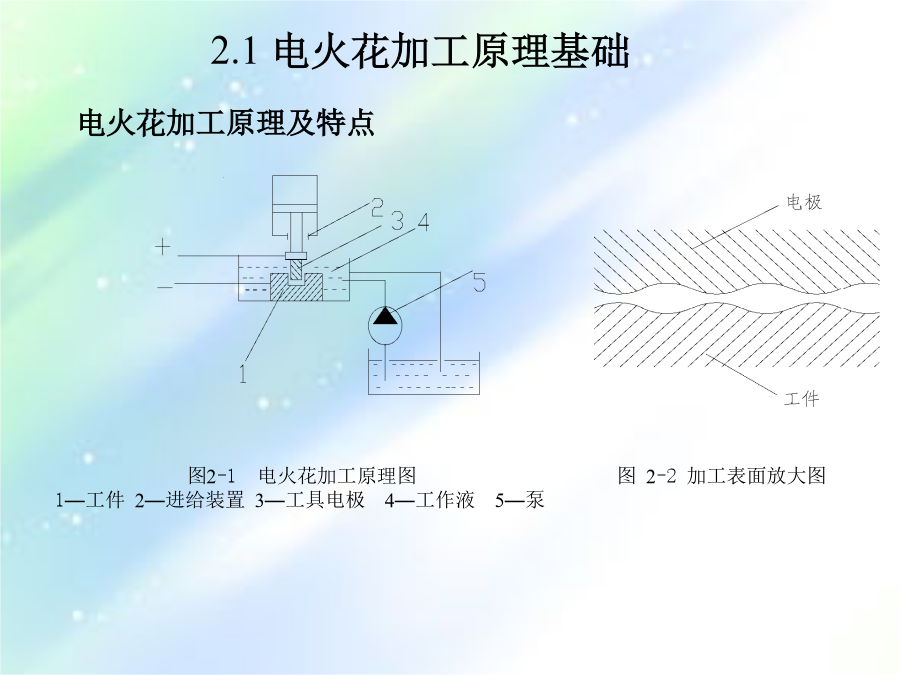
“十二五”职业教育国家规划教材第一章特种加工概述1.1特种加工及其发展趋势2.特种加工的发展趋势(1)设备向自动化、柔性化方向发展;(2)大力开发特种加工领域中的新方法,充分发挥特种加工的优势;(3)某些特种加工方法的应用会造成环境污染,充分做好防污、治污处理,向绿色加工方向发展。1.2特种加工的特点及分类(3)加工时由于工具与工件不发生直接接触,故热应力、残余应力、冷作硬化等均比较小。可获得较低的表面粗糙度,尺寸稳定性好。(4)两种或两种以上的不同类型能量可以相互组合,形成新的复合加工,更突出其优越性,综合加工效果明显,且便于推广使用。如电解电火花加工(ECDM)、电化学电弧加工(ECAM)就是两种特种加工复合而成的新的加工方法。2.特种加工存在的问题虽然特种加工已解决了传统切削加工难以解决的许多问题,在提高产品质量、生产效率和经济效益上显示出很大的优越性,但目前仍存在一些问题与不足。(1)有些特种加工机理(如超声加工、激光加工等)还不十分清楚,其工艺参数的选择、加工过程的稳定性均需进一步提高。(2)有些特种加工(如电化学加工)在加工过程中会产生有毒的废渣、废气,若排放、处理不当会造成环境污染,影响工人健康。(3)有些特种加工(如快速成型、等离子弧加工等)加工精度和生产效率有待提高。(4)有些特种加工(如电火花成型加工、电火花线切割加工等)只能加工导电材料,加工领域有待拓宽。加工方法第二章电火花加工技术2.1电火花加工原理基础与传统的金属切削加工相比,电火花加工有如下优点:(1)便于加工在传统切削加工中难以加工甚至是无法加工的材料;(2)便于加工深孔、型腔及复杂形状的工件;因此适宜加工低刚度零件和微细加工;(3)电极材料不必比工件材料硬;(4)直接利用电能、热能作为加工能源,便于实现加工过程的自动化。(1)一般只能加工金属等导电材料。(2)加工速度较慢,效率低。(3)电火花加工中,电极也会损耗,影响加工精度。(4)电蚀产物在排除过程中常会引起二次放电,形成加工斜度,进而影响加工精度。2.2电火花加工设备电火花加工机床结构机床主体工作介质循环过滤系统2—10工作液强迫循环方式电火花加工脉冲电源自动进给调节系统代码如图2-15所示,ABCD为矩形工件,AB、BC边为设计基准,现欲用电火花加工一圆形图案,图案的中心为O点,O到AB边、BC边的距离如图中所标。已知圆形电极的直径为20mm,请写出电极定位于O点的具体过程。平动与摇动数控摇动的伺服方式摇动轨迹类型所在平面数控电火花机床常见的功能2.3.2影响加工速度的主要因素2.3电火花加工工艺规律峰值电流150A2.3.2影响加工速度的主要因素峰值电流48A2.3.3影响电极损耗的主要因素脉冲宽度与电极相对损耗的关系2.3.3影响电极损耗的主要因素加工面积对电极损耗的影响影响因素2.3.4影响加工精度的主要因素2.3.5影响表面质量的因素2.3.5影响表面质量的因素2.3.6加工稳定性和电参数的选择注:○表示影响较小,↓表示降低或减小,↑表示增大。2.4电火花加工工艺电极材料2.电极设计(1)电极的结构形式②组合电极③镶拼式电极电极开孔示意图3.电极的制造4.电极装夹与校正石墨电极的装夹5.工件的准备6.工件的装夹与找正2.4.2电火花加工方法(1)间接法(2)直接法直接法的优点是:①可以获得均匀的配合间隙、模具质量高。②无须另外制作电极。③无须修配工作,生产率较高。(3)混合法混合法的特点是:(4)阶梯工具电极加工法2.电火花成型加工方法(1)单电极直接成型法(2)多电极更换成型法(3)数控平动成型法2.5电火花加工操作实例脉冲宽度/ms例2:电火花加工塑料叶轮注塑模型腔1.工件在电火花加工前的工艺路线:①车:精车φ10+0.03mm孔和其它各尺寸,上、下面留磨量;②磨:精磨上、下两面;③最好待加工的6个叶片部位,各钻一个φ1mm的冲油孔,加工时下冲油。脉冲宽度/ms6.加工效果①因精加工中采用了低损耗参数,工具电极综合损耗约为1%~2%;②加工表面粗糙度值Ra=1.5~2μm,可以直接使用,不需要钳工抛光;③加工后,槽侧壁有0.2mm的脱模斜度,符合设计要求。例3:手机电池盖的加工。如图所示。要求:T型部位采用电火花加工,深度为0.2mm,此部位对尺寸、形状、位置及表面粗糙度均无严格要求,工件材料:4Cr5MoV1Si。2.7电火花加工中应注意的一些问题第三章电火花线切割加工技术电火花线切割加工(WireCutEDM,简称WCEDM)自20世纪50年代末诞生以来,获得了极其迅速的发展,已逐步成为一种高精度和高自动化的电加工方法。在模具制造、成形刀具加工、难加工材料和精密复杂零件的制