如果您无法下载资料,请参考说明:
1、部分资料下载需要金币,请确保您的账户上有足够的金币
2、已购买过的文档,再次下载不重复扣费
3、资料包下载后请先用软件解压,在使用对应软件打开
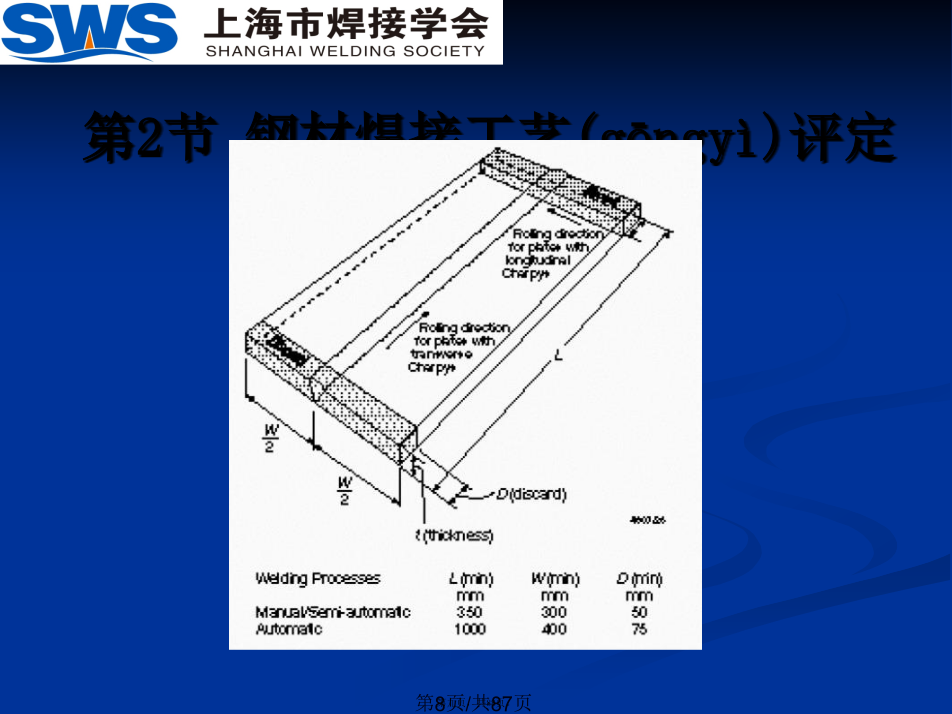
会计学第1节评定通用要求第2节钢材焊接(hànjiē)工艺评定试验第5节焊工资格考试1.1概述船舶、其它海上结构及其相关压力容器、机械设备的新建、改装、改建或修理过程中所需全部焊接评定和检测。厂家应确保符合此类规定的全部内容。开始制作或施工前,应展开焊接程序鉴定检测和焊工资质检测并批准检测结果。厂家对焊接检测性能承担责任。厂家可将焊接检测的相关方面(fāngmiàn)分包出去,前提是在开工前获得认可方同意。2.1概述适用范围:碳钢、碳锰钢和低合金钢的焊接程序试验要求相关。在实施焊接程序评定试验之前,厂家应向评定方提交(tíjiāo)一份初步焊接程序规程(pWPS)。对焊接程序批复而言,本节所述焊接程序评定试验应获得合格结果。2.2焊接变量为使评定试验条件适用于生产焊接操作,厂家在焊接和检测时应在下列清单中记录适用变量:(a)专用评定参考编号和焊接日期;(b)材料(cáiliào)类型、等级、产品形状、尺寸和标识;(c)焊接工艺,包括定位焊缝;(d)焊缝类型、尺寸和表面状况;(e)焊接部位;(f)焊接技术、摆动、多重电极等;(g)焊接耗材,包括焊剂、保护气等;(h)耗材控制、烘烤和干燥条件等;(j)焊接参数、电流、电压、焊接速度等;(k)焊缝段编号和次序;(l)衬底材料,包括任何衬底气体;(m)预热温度和层间温度;(n)根部焊缝的清洁和检验方法;(o)焊后热处理、温度和周期;(p)特殊(tèshū)焊缝外形要求。可能还需记录其它变量,这取决于特定焊接工艺或应用,并征得评定方同意。例如:脉冲(màichōng)焊接的峰值和基本电流及周期、GTAW焊接的电极类型和喷嘴尺寸等。2.3试验装配焊接试验能代表施工(shīgōng)状况,并采用实际生成焊缝时预计使用的相同方法。预制底漆时,应包含在内。试验考虑与焊缝方向有关的板材轧制方向。当检测所用材料要求进行纵向冲击检测时,板材轧制方向应与焊缝方向垂直;对要求作横向冲击检测的材料来说,轧制方向应与焊缝方向平行。典型装配组件见下图。这是取样最低要求。如需实施冲击试验时,总宽度应不小于相连较厚材料厚度的8倍。焊接程序检测组件应与生产焊缝分开(fēnkāi)焊接,并标注专用试验识别号。检测组件焊接或试验样品检测将在评定方监督下进行。根据初步焊接程序规程规定和焊接前采用的规定预热等级,将检测组件置于下图位置。纵向全焊缝金属拉伸试验样品将采用(cǎiyòng)圆形横截面。焊缝采用(cǎiyòng)多种焊接工艺或多种耗材时,应在焊缝各相应区域取样。这一做法不适用根部或首段焊缝所用工艺或耗材。检测时,应记下屈服或容许应力、极端拉伸强度和破坏时的伸长率。使用认可的焊接耗材时,可略去纵向全焊缝金属拉伸检测。拟用于存放液化气的C类独立储罐的所有焊接程序检测均须进行全焊缝拉伸检测。横向拉伸(lāshēn)试验样品的全厚应所示尺寸。应呈报拉伸(lāshēn)强度值和破坏部位。当横向拉伸(lāshēn)样品破坏所需最大荷载可能会超过拉伸(lāshēn)检测设备的强度时,可在厚度方向的分层取样,然后进行检测。在厚度方向叠放取样,使板材全厚均获得检测。摆放矩形截面的横向弯曲试样时,使焊缝中心与试样中心对齐。厚度等于或大于12毫米的材料,其表面和根部弯曲段可替代采用侧面弯曲检测。焊缝强度和基材强度差距明显时,可使用纵向弯曲样品。检测前,可通过打磨或机械加工,去除焊缝加固部分,并将边缘(biānyuán)磨圆至半径不大于试样厚度的10%,每件样品的弯曲角度至少为180º。弯曲检测率采用下列数值的较小值:(a)Df=(D/t)+1或(b)Df=100/Em(四舍五入至整数(zhěngshù))式中,Df=弯曲检测率(D/t)=表、或获得的适用数值Em=检测材料的规定最小延伸百分率当对不同类型材料的焊缝进行检测时,第条要求(yāoqiú)适用于韧度较小的材料。(a)根部或表面弯曲样品厚度≤12毫米。(b)侧面弯曲样品厚度=材料厚度。感谢您的观看(guānkàn)。