如果您无法下载资料,请参考说明:
1、部分资料下载需要金币,请确保您的账户上有足够的金币
2、已购买过的文档,再次下载不重复扣费
3、资料包下载后请先用软件解压,在使用对应软件打开
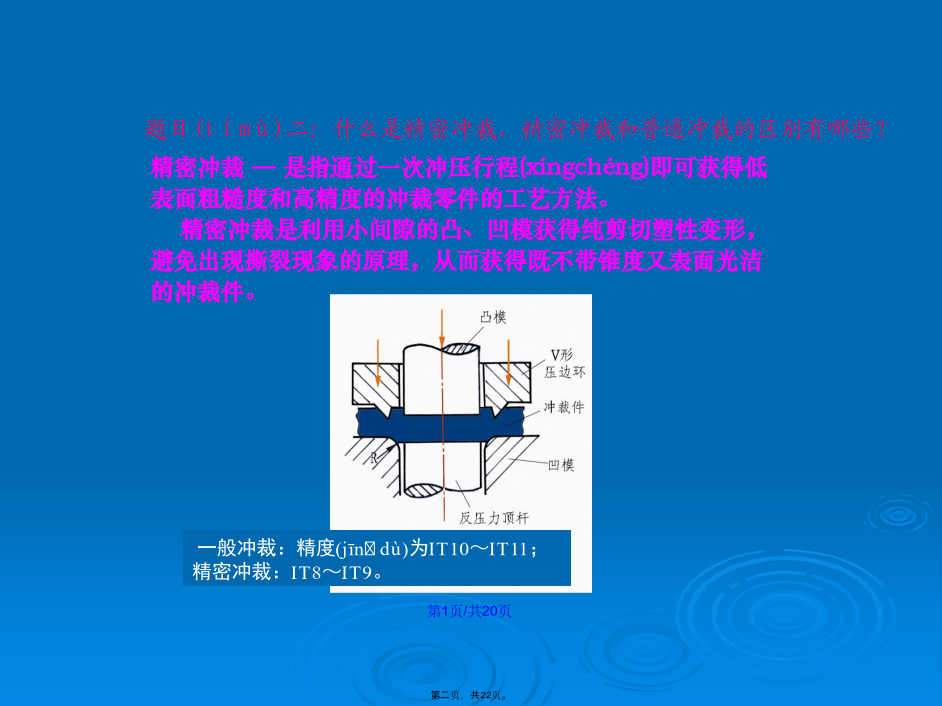
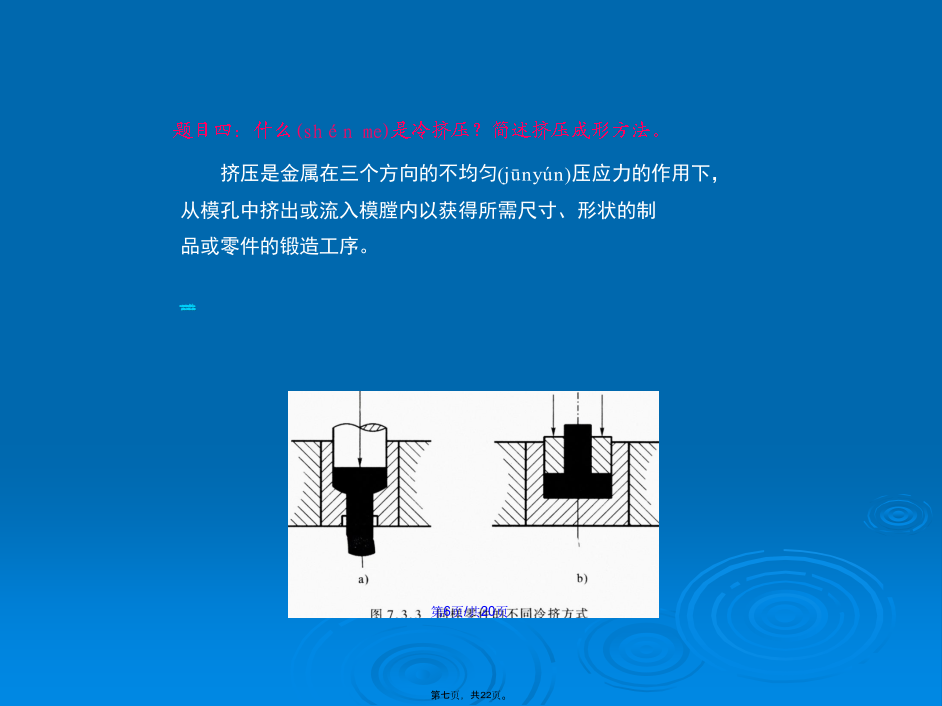
金属塑性成形(chénꞬxínꞬ)原理总复习题精密冲裁—是指通过一次冲压行程(xíngchéng)即可获得低表面粗糙度和高精度的冲裁零件的工艺方法。精密冲裁是利用小间隙的凸、凹模获得纯剪切塑性变形,避免出现撕裂现象的原理,从而获得既不带锥度又表面光洁的冲裁件。将一定(yīdìng)形状的平板毛坯通过拉深模冲压成各种形状的开口空心件;或以开口空心件为毛坯通过拉深,进一步使空心件改变形状和尺寸的冷冲压加工方法。拉裂①多次拉深若两个(liǎnꞬꞬè)圆角半径过小,则容易拉裂。●挤压方法:正挤压:金属(jīnshǔ)被挤出方向与加压方向相同;反挤压:金属(jīnshǔ)被挤出方向与加压方向相反;复合挤压:一部分金属(jīnshǔ)的挤出方向与加压方向相同,另一部分金属(jīnshǔ)的挤出方向与加压方向相反,是正挤和反挤的复合;径向挤压:挤压时金属(jīnshǔ)的流动方向与凸模轴线方向相垂直。自由锻造:只用简单的通用工具,或在锻造设备的上、下砧间直接对坯料(pīliào)施加外力,使坯料(pīliào)产生变形而获得所需几何形状及内部质量的锻件的加工方法。拔长圆断面毛坯的两种方法:(1)在平砧上,先将圆断面毛坯压成矩形断面,再将矩形断面毛坯拔长到一定尺寸,然后再压成八角形,最后锻成圆形,主要变形(biànxíng)阶段是矩形断面毛坯在平砧下拔长。题目七:分别(fēnbié)写出如图所示冲压件及汽车控制臂的成形工序。落料是被分离的部分(bùfen)为成品,而周边是废料;题目(tímù)八:简述径轴向辗环的工艺过程及抱辊(导向辊)、定位块(测量辊)作用。负成形(chénɡxínɡ)不需要支撑模具,只需要简单的夹具即可。板料由夹具夹紧,然后成形(chénɡxínɡ)压头按设定好的程序实现分层加工,每加工一层,成形(chénɡxínɡ)压头便下降一定距离,进行第二层的加工,如此直至结束,在加工过程中夹具夹紧板料始终不动。分层加工:将复杂三维钣金件的整体成形划分为按等高线分出的多个层加工,每个层上按照一定的轨迹成形,逐层加工出最后形状。成形过程中成形压头(yātóu)与板料局部接触,在成形压头(yātóu)作用力的作用下,接触点周围很小区域处于受压状态而发生塑性变形,在此层上按照一定的运动轨迹产生此层的加工形状,完成一层加工,成形工具下降到另一层继续加工直至完成加工。题目(tímù)十:简述各类锻压设备闭式模锻的特点。(液压机、平锻机、热模锻压力机、模锻锤、螺旋压力机、高速锤、自由锤锻)感谢您的观看(guānkàn)。内容(nèiróng)总结