如果您无法下载资料,请参考说明:
1、部分资料下载需要金币,请确保您的账户上有足够的金币
2、已购买过的文档,再次下载不重复扣费
3、资料包下载后请先用软件解压,在使用对应软件打开
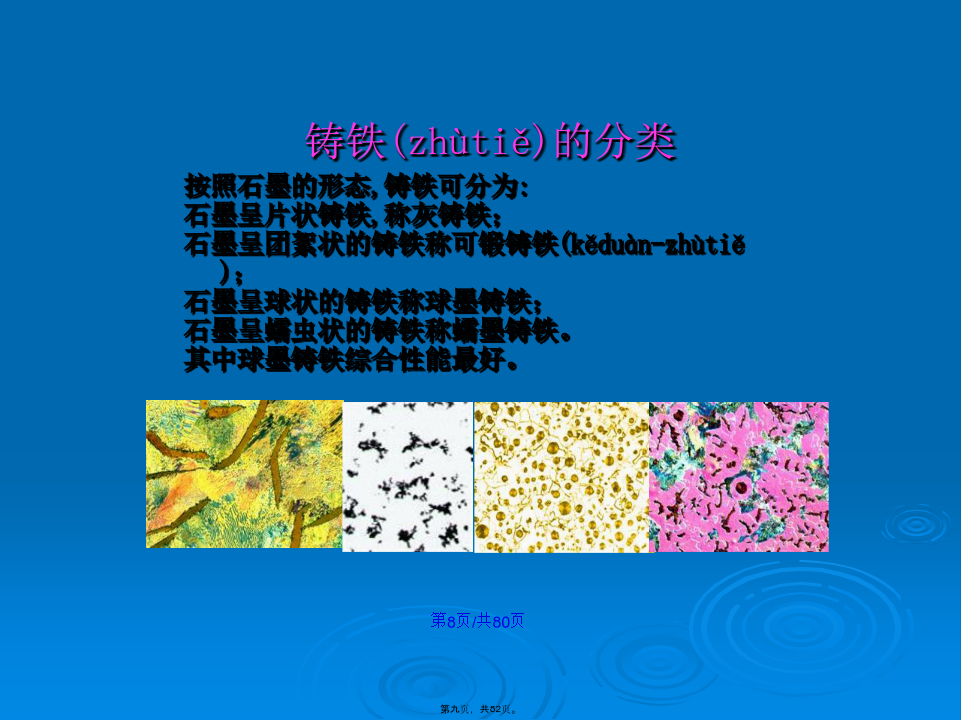
金属(jīnshǔ)工艺学B复习提纲资料充型能力(nénglì):既然提高浇铸温度可提高液态合金的充型能力,但为什么要防止浇铸温度过高?浇注温度越高,则充型能力越好。但在实际生产中,常采用“高温出炉,低温浇注”的原则,因为浇注温度越高,金属收缩量增加,吸气增多,氧化越严重,铸件容易产生缩松、缩孔、粘砂、气孔等缺陷。铸造合金的结晶间隔越大,则流动性越差,具有共晶成分的合金流动性最好(zuìhǎo)。灰铸铁的流动性最好(zuìhǎo),铸钢的流动性最差。合金(héjīn)的收缩:合金(héjīn)从液态冷却至室温的过程中,其体积或尺寸缩减的现象。合金(héjīn)的收缩给液态成形工艺带来许多困难,会造成许多铸造缺陷。(如:缩孔、缩松、裂纹、变形等)。合金的液态收缩和凝固收缩表现为合金体积的减小,通常称之为——体收缩。在此阶段(jiēduàn)会出现缩孔和缩松缺陷。液态合金冷却液态收缩凝固收缩缩孔:恒温下结晶缩松:两相区结晶合金的固态收缩,体积和尺寸减小并存,通常称之为——线收缩。在此收缩阶段(jiēduàn)会导致铸件产生应力、变形和裂纹等缺陷。液态金属的凝固(nínggù)与收缩减少(jiǎnshǎo)和消除铸件应力的途径缩孔和缩松的防止(fángzhǐ)铸铁(zhùtiě)的分类外因(wàiyīn)---冷却速度灰铸铁的牌号(páihào)可锻铸铁(kěduàn-zhùtiě)2025/3/6金属的液态(yètài)成型工艺金属型铸造(zhùzào);熔模铸造(zhùzào);挤压铸造(zhùzào);低压铸造(zhùzào)压力铸造(zhùzào);陶瓷型铸造(zhùzào);离心铸造(zhùzào)。铸造工艺图的绘制分型面的选择铸型分型面是指铸型组元间的接合面浇注位置的确定(quèdìng)工艺参数的确定(quèdìng)加工余量拔模斜度型芯分型面的选择(xuǎnzé):指铸型组元间的接合面浇注(jiāozhù)位置的确定“结构斜度”为起模;设计图上画清晰。“拔模斜度”模样留;工艺(gōngyì)设计想周细铸造工艺图(浇注(jiāozhù)位置、分型面、加工余量、拔模斜度、型芯轮廓)。铸造(zhùzào)结构工艺性便于起模凸肋设计(shèjì)避活块内腔设计少用芯,安芯排气与清理,事先(shìxiān)考虑想仔细压力(yālì)加工冷变形(biànxíng):变形(biànxíng)温度在再结晶温度以下时,这种变形(biànxíng)称为冷变形(biànxíng)。热变形(biànxíng):变形(biànxíng)温度在再结晶温度以上时,变形(biànxíng)产生的加工硬化被随即发生的再结晶所抵消,变形(biànxíng)后金属具有再结晶的等轴晶粒组织,而无任何加工硬化痕迹,这种变形(biànxíng)称为热变形(biànxíng)。冷变形(biànxíng)与热变形(biànxíng)相比,其优点是尺寸、形状精度高回复:冷变形后的金属加热至一定温度后,因原子的活动能力增强,使原子回复到平衡位置,晶粒残余应力大大减小,在晶粒大小尚无变化的情况下使其力学性能和物理性能部分得以恢复的过程。T回=0.25·0.3T熔(k)再结晶:当温度升高到该金属熔点(róngdiǎn)的0.4倍时(T再=0.4T熔)(K),金属原子获得更多的热能,使塑性变形后金属被拉长了的晶粒重新生核、结晶,变为变形前晶格结构相同的新等轴晶粒。纤维组织的利用(lìyòng)原则:轧制挤压拉拔锻造(duànzào)自由锻模锻板料冲压锻造主要分为:无模自由成型(也称为自由锻)模膛塑性成型(也称为模锻)自由锻造使用的工具简单、通用,生产准备周期短,灵活性大,所以使用范围广,特别适用于单件、小批量生产。而且,自由锻是大型件唯一的锻造方法(1Kg~300t)。但自由锻造的生产效率低,对操作工人的技艺要求高,工人的劳动强度(láodòngqiándù)大,锻件精度差,后续机械加工量大等致命弱点,导致自由锻造在锻件生产中日趋衰落。国外工业发达国家的中小型自由锻件在其锻件总产量的比重只有20%~40%。模膛的分类(fēnlèi)终锻模膛作用:是使坯料最后变形到锻件所要求的形状和尺寸,因此它的形状应和锻件的形状相同。终锻模膛的尺寸应比锻件尺寸放大一个收缩量。钢件收缩量取1.5%。沿模膛四周有飞边槽,用以增加金属从模膛中流出的阻力,促使金属充满模膛,同时(tóngshí)容纳多余的金属。终锻后在孔内留下一薄层金属,称为冲孔连皮。不可以获得具有通孔的锻件。金属压力加工生产中锻前加热易产生的缺陷金属与空气中氧气发生“氧化”反应。合金中的石墨和空气氧气反应产生“脱碳”现象。若加热温度过高,晶粒