如果您无法下载资料,请参考说明:
1、部分资料下载需要金币,请确保您的账户上有足够的金币
2、已购买过的文档,再次下载不重复扣费
3、资料包下载后请先用软件解压,在使用对应软件打开
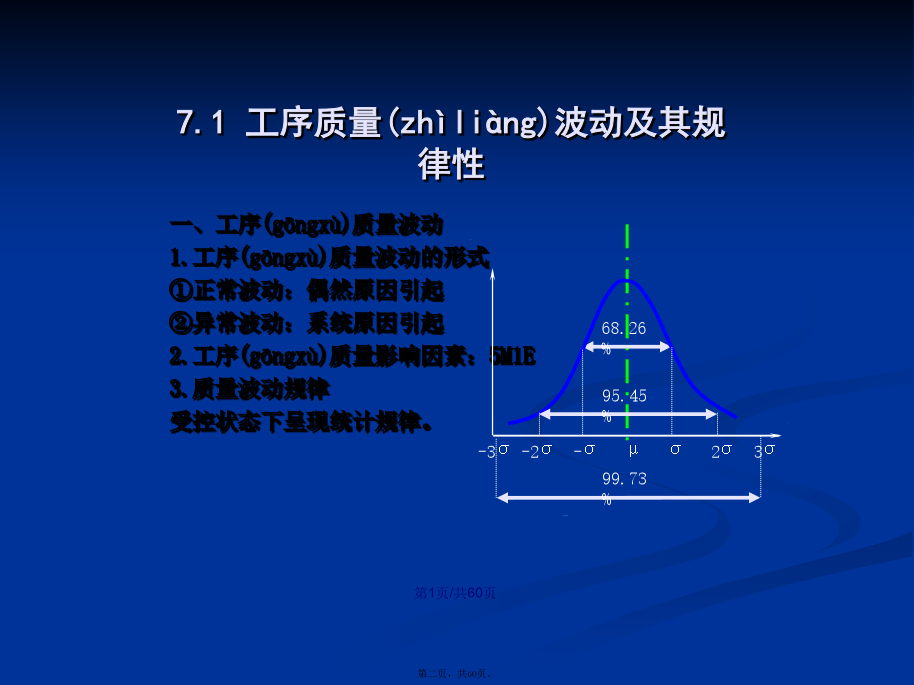
会计学7.1工序质量(zhìliàng)波动及其规律性第三章质量控制(kòngzhì)及其常用技术2.泊松分布(fēnbù)3.正态分布若x为一正态随机变量(suíjībiànliànɡ),则x的概率密度为正态分布标准正态分布σ=0.5µ-3σμ-2σμ-1σμμ+1σμ+2σμ+3σ将P{x≤c}转换成标准正态分布,则P{x≤c}=p{Z≤(c-µ)/σ}=Φ((c-µ)/σ)例题:包装纸的抗拉强度是一个重要的质量特性。假定包装纸抗拉强度服从正态分布,其均值为µ=3.0㎏/cm2,标准差为σ=0.2㎏/cm2。现购买厂家(chǎnɡjiā)要求包装纸抗拉强度不低于2.5㎏/cm2,问购买该种包装纸能满足厂家(chǎnɡjiā)要求的概率是多少?解:满足厂家(chǎnɡjiā)要求的概率为p{x≥2.5}=1-p{x≤2.5}而p{x≤2.5}=p{z≤(2.5-3.0)/0.2}=1-Φ(2.5)所以p{x≥2.5}=Φ(2.5)=0.99379一、工序(gōngxù)质量的两种状态1.受控状态2.失控状态质量特性值的分布特性发生变化,不再(bùzài)符合质量规格要求。·二、工序质量状态识别(shíbié)(统计推断)一、工序能力分析受控状态下工序对加工质量的保证能力,具有(jùyǒu)再现性或一致性的固有特性。工序能力B=6σ其中σ=(σ人2+σ机2+σ料2+σ法2+σ环2+σ测2)0.5工序能力测定前提:被调查的工序是标准化,进入管理状态;样本容量即数据数目不得少于50。方法:①B=6s=6R/d2②B≈2R二、工序能力指数CP=T/6σT为公差;6σ表示工序能力1.工序能力指数的计算①工序无偏,双向公差(gōngchā)X(平均值)=TM=(TU+TL)/2PU、PL分别表示超上差和超下差的不合格率PU=P(X>TU)PL=P(X<TL)CP=T/6σ=(TU-TL)/6s②工序(gōngxù)有偏,双向公差偏移量έ=TM-xk=έ/T/2=2(TM-x)/T(έ取绝对值)CPk=(1-k)CP=(T-2έ)/6s(k≤1)③单向公差(gōngchā)只要求控制公差(gōngchā)上限时CPU=(TU-X)/3s只要求控制公差(gōngchā)下限时CPL=(X–TL)/3s2.不合格率的计算①工序无偏时的不合格率pp=2Φ(-3CP)②工序有偏时不合格率pp=Φ〔-3CP(1+k)〕+Φ〔-3CP(1-k)〕三、工序能力的判断(pànduàn)及处置例题:某零件内径(nèijìnɡ)尺寸公差为Φ20+0.020-0.010,从一足够大的随机样本得x(平均值)=20.014,s=0.002。试作工序能力分析解:公差中心TM=(TU+TL)/2=(20.02+19.99)/2=20.015由于x(平均值)=20.014,所以έ=TM-x(平均值)=0.001偏移值k=έ/T/2=0.001/0.01/2=0.200因此,CPk=(T-2έ)/6s=0.67CP=(TU-TL)/6s=0.010/6×0.002=0.833所以不合格率P=Φ〔-3CP(1+k)〕+Φ〔-3CP(1-k)〕=Φ(-3.00)+Φ(-2.00)=0.00135+0.0228=0.0242根据CPk=0.67可知,工序能力在第四等级,处于严重不足的状态。7.4工序质量(zhìliàng)控制图2.两类错误①第Ⅰ类错误——虚发警报(jǐngbào):生产正常,点子出界。错误的概率用α表示。②第Ⅱ类错误——漏发警报(jǐngbào):生产异常,点子未出界。错误的概率用β表示。3.分类①计量(jìliàng)值控制图平均值—极差控制图中位数—极差控制图单值—移动极差控制图②计数值控制图不合格品数控制图不合格品率控制图缺陷数控制图单位缺陷数控制图二、几种常用的控制图1.计量(jìliàng)值控制图某种钻头车外圆工序的质量标准是直径6.46~6.50㎜。开始加工时,每隔半小时抽取五个样品,测得直径数据。共采取了20个样本。为了便于计算,作数据变换Xј=(实测数据-6.4)×1000(ј=1,2,3,4,5)变换后的数据Xіј(і=1,2,3,4,…20;ј=1,2,3,4,5)列于下表①平均值—极差控制图由上表可知,20组数据的总平均值为78.44,平均极差为14.5由于样本容量n=5,查表得参数A2=0.577、D4=2.115、D3=0因此(yīncǐ),平均值—极差控制图的设计如下,X平均值图:CL==78.44UCL=X(平均值)+A2R(平均值)=78.44