如果您无法下载资料,请参考说明:
1、部分资料下载需要金币,请确保您的账户上有足够的金币
2、已购买过的文档,再次下载不重复扣费
3、资料包下载后请先用软件解压,在使用对应软件打开
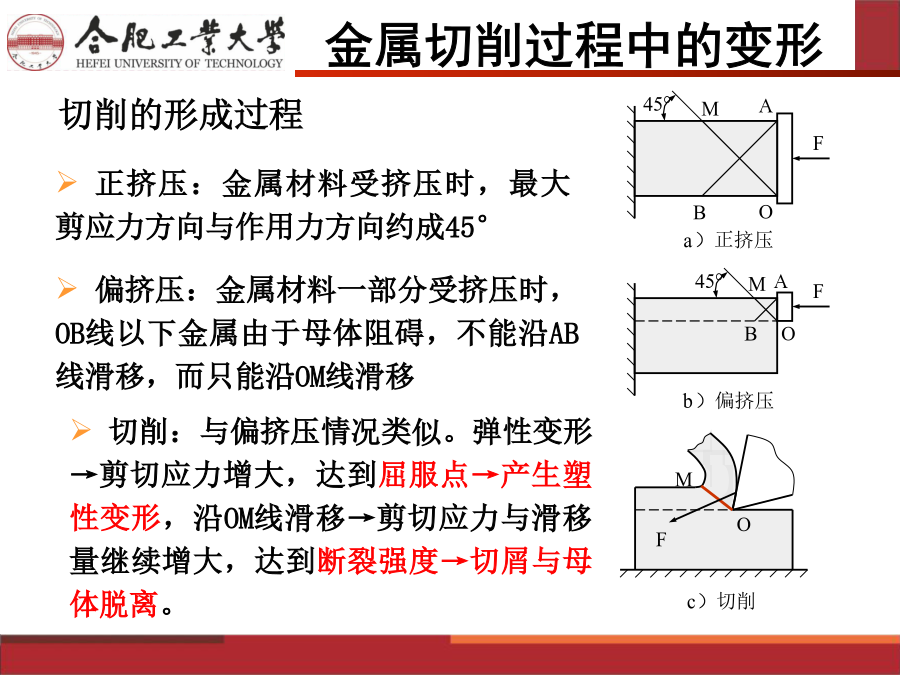
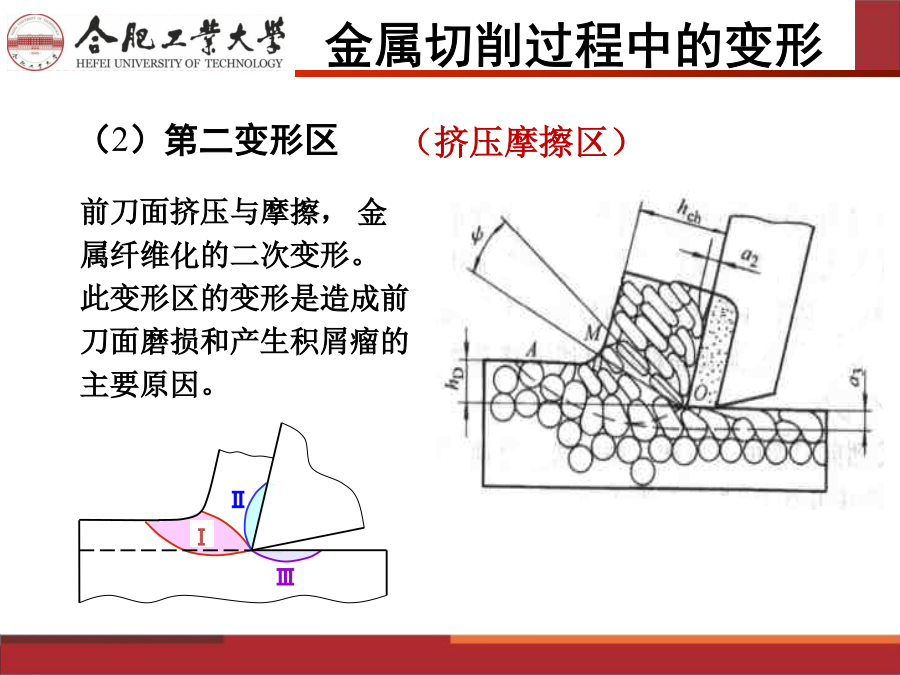
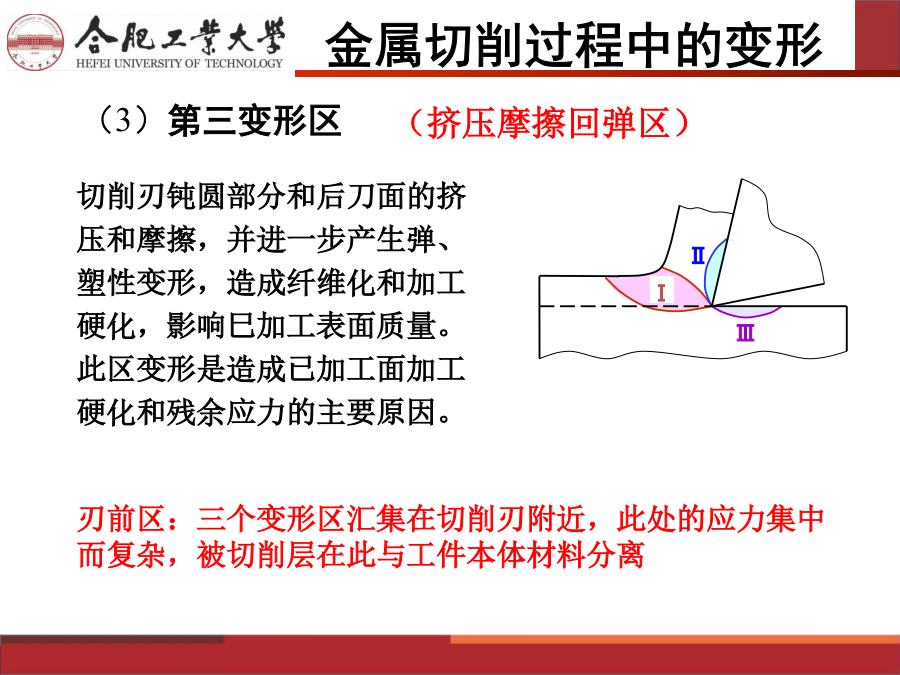
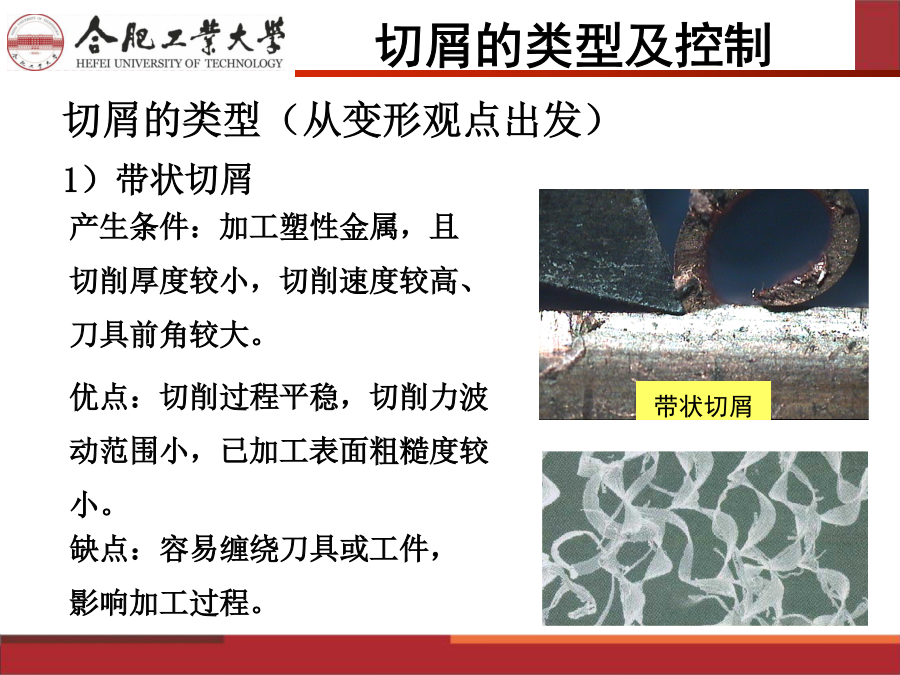
金属切削原理和刀具金属切削过程金属切削过程定义:刀具和工件相互作用形成切屑的过程。目的:使被加工零件的尺寸精度、形状和位置精度、表面质量达到设计与使用要求。两个基本条件:切削运动和刀具。过程中的现象:切削变形、切削力、切削热、积屑瘤、加工硬化和刀具磨损。意义:有助于切削加工技术的发展,保证加工质量,提高生产率和降低成本。金属切削过程中的变形金属切削过程中的变形金属切削过程中的变形金属切削过程中的变形切屑根部金相照片切屑的类型及控制2)挤裂(节状)切屑3)单元(粒状)切屑4)崩碎切屑切屑的控制增大刀具主偏角切削厚度变大,有利于断屑。(1)工件材料的性质根据积屑瘤的有无及生长高度Hb与切削速度关系,可分为四个区:积屑瘤的形成及其影响积屑瘤的形成及其影响l)克服切削层材料和工件表面层材料对弹性变形的抗力;2)克服塑性变形的抗力;κr切屑变形过程切削层经塑性变形后,厚度增加,长度缩小,宽度基本不变。可用其表示切削层的变形程度。切屑变形程度切屑变形程度切屑变形程度影响切屑因素影响切屑因素影响切屑因素l)克服切削层材料和工件表面层材料对弹性变形的抗力;2)克服塑性变形的抗力;κr主偏角Kr的大小影响Fp和Ff的配置。当工艺系统刚性较差时,应尽可能使用大的主偏角刀具进行切削。3)切削功率5)切削力的测量及切削力经验公式(2)切削力的经验公式的建立(详参冯之敬书)图解法(3)切削力经验公式应用(指数公式)强度、硬度越高,塑性、韧性越大,切屑变形略小,总切削力越大。切削力切削力切削力(2)主偏角Kr(3)刃倾角λs4)负倒棱5)过渡圆弧刃半径4.刀具磨损后刀面平均磨损带宽度VB越大,摩擦越强烈,切削力也越大。VB对背向力Fp影响最显著不同的加工方法其切削热由切屑、工件、刀具和介质传出的比例不同。导热率高,热量容易传出,切削温度随之降低,刀具不易磨损,有利于提高刀具寿命。加工方法影响切削温度的主要因素ap、f和vc增大,单位时间内材料的切除量增大,切削热增多,切削温度随之上升。三个影响指数zθ>yθ>xθ,说明vc影响最大,进给量f的影响次之,背吃刀量ap的影响最小。2)主偏角kr刀具磨损形态和磨损机制刀具磨损和刀具寿命前刀面上的摩擦切塑性金属时前刀面上应力分布情况:刀-屑接触区摩擦可分两部分:OA段粘接区:形成紧密接触型摩擦,剪切滑移,内摩擦AB段滑动区:形成峰点接触型滑动摩擦,外摩擦一般内摩擦力约占总摩擦力的85%影响前刀面摩擦的因素(3)切削速度2)后刀面磨损形式:后角=0的磨损面(参数——VB,VBmax)影响:切削力↑,切削温度↑,产生振动,降低加工质量刀尖部分磨损严重,以VC表示;中间部位磨损较均匀,以VB表示,以VBmax表示最大磨损值。3)边界磨损2.刀具磨损机制2)冷焊粘结4)化学磨损对于一定的刀具和工件材料,切削温度对刀具磨损具有决定性的影响。高温时扩散磨损和化学磨损强度较高;在中低温时,冷焊磨损占主导地位;磨料磨损则在不同切削温度下都存在。1.刀具磨损过程(三个阶段)2.刀具的磨钝标准2)磨钝标准的制定刀具磨损和刀具寿命刀具磨损和刀具寿命不同刀具材料的耐用度比较4)影响刀具寿命的其他因素4刀具合理使用寿命选择2)最低生产成本刀具寿命2)多刀车床上的车刀,组合机床上的钻头、丝锥和铣刀,自动机及自动线上的刀具,因为调整复杂,刀具寿命应规定得高些。3)某工序的生产成为生产线上的瓶颈时,刀具寿命应定得低些,这样可以选用较大的切削用量,以加快该工序生产节拍;某工序单位时间的生产成本较高时刀具寿命应规定得低些,这样可以选用较大的切削用量,缩短加工时间。1)崩刃切削刃产生小的缺口。在继续切削中,缺口会不断扩大,导致更大的破损。用陶瓷刀具切削及用硬质合金刀具作断续切削时,常发生这种破损。3)剥落在刀具的前、后刀面上出现剥落碎片,经常与切削刃一起剥落,有时也在离切削刃一小段距离处剥落陶瓷刀具端铣时常发生。3)防止刀具破损采取的措施本次课结束谢谢!问题与建议?