如果您无法下载资料,请参考说明:
1、部分资料下载需要金币,请确保您的账户上有足够的金币
2、已购买过的文档,再次下载不重复扣费
3、资料包下载后请先用软件解压,在使用对应软件打开
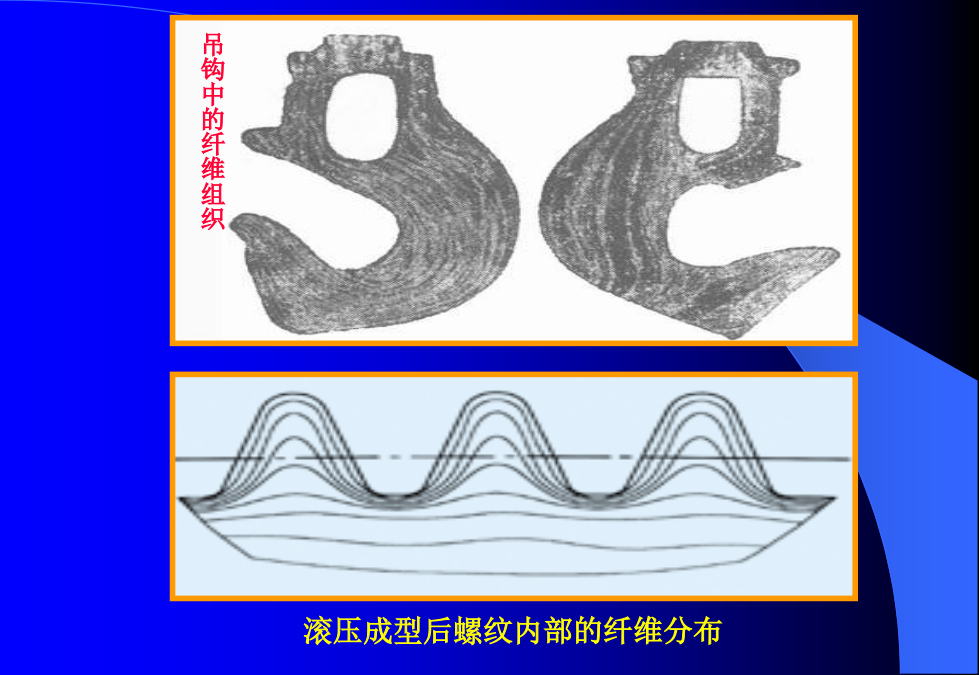
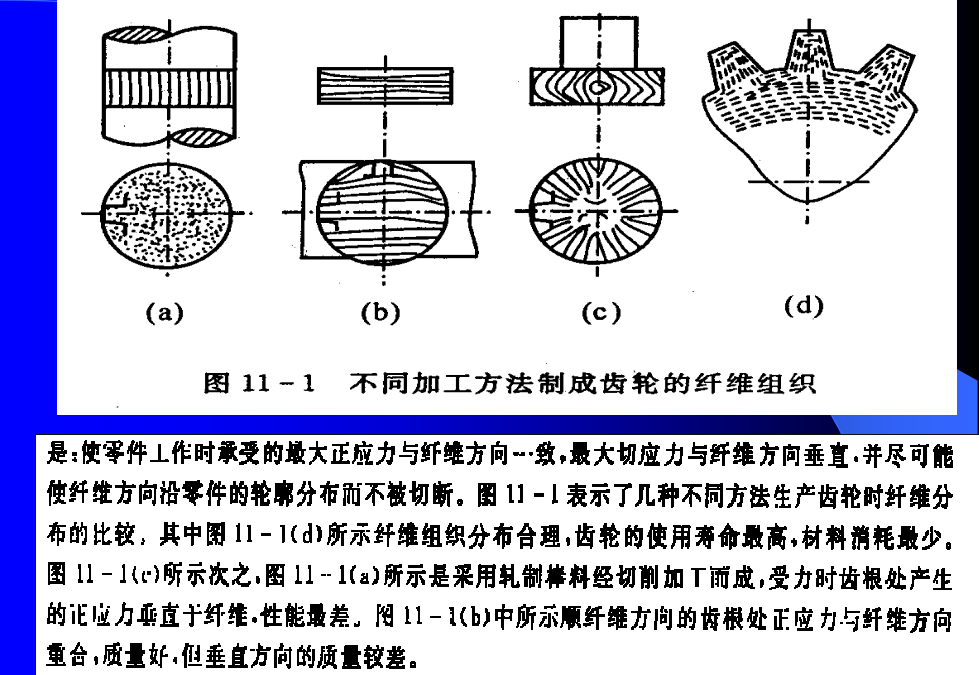
第11章压力加工二、压力加工的特点和应用范围§11-1压力加工理论基础滚压成型后螺纹内部的纤维分布§11-1-2金属的锻造性能1、金属的锻造性(可锻性)是衡量材料在利用锻造成型时的难易程度的工艺性能。它是由材料的塑性和变形抗力两个因素决定。塑性好,变形抗力小的材料,锻造性能就好。反之依然。2、影响金属锻造性的因素1)金属的本质a.化学成分低碳钢、低合金钢及铝合金锻造性好,高合金钢的锻造性差,铸铁不能锻造。b.组织结构:具有细小的晶粒、单相组织、面心立方结构的合金具有好的锻造性。2)变形条件a.变形温度:锻造时,必须合理地控制锻造温度范围,即始锻温度与终锻温度之间的温度间隔,始锻温度是指金属开始锻造时的温度,—般为锻造时所允许的最高加热温度,终锻温度是指金属停止锻造时的温度。在锻造过程中随着温度的降低,工件材料的变形能力下降,变形抗力增大,下降至终锻温度时,必须停止锻造。重新加热,以保证材料具有足够的塑性和防止锻裂。常见加热缺陷有:氧化、脱碳、过热、过烧和开裂。过热:由于加热温度过高或高温下保温时间过长而引起晶粒粗大的现象。可通过正火细化晶粒,恢复锻造性能。过烧:加热温度过高接近金属熔点时,晶界出现氧化或熔化的现象。加热缺陷无可挽回。b.变形速度:C.应力状态:变形方法不同,在金属中产生的应力状态也不同,即使同一种变形方式,金属内内部不同位置的应力状态也可能不同。金属在挤压时三向受压(图11~4(a)),,表现出较高的塑性和较大的变形抗力;拉拔时两向受压、一向受拉(图ll—4(b)),表现出较低的塑性和较小的变形抗力;平砧墩粗时(图11~4(c)),坯料内部处于三向压应力状态,但侧表面层在水平方向却处于拉应力状态,因而在工件侧表面容易产生垂直方向的裂纹。三向受压时金属的塑性最好,出现拉应力则使塑性降低。因为压应力阻碍了微裂纹的产生和发展,而金属处于拉应力状态时,内部缺陷处会产生应力集小,使缺陷易于扩展和导致金属的破坏。因此,选择变形方法时,对于塑性好的金属,变形时出现拉应力是有利的,可减少变形时的能量消耗。而对于塑性差的金属材料,应避免在拉应力状态下变形,尽量采用三向压应力下变形。在金属变形过程中遵循体积不变和最小阻力定律(金属变形时首先向阻力最小的方向流动)。§11-1-3金属的变形规律1、体积不变定律金属坯料变形后的体积等于变形前的体积。2、最小阻力定律金属变形时首先向阻力最小的方向流动。一、概述1、自由锻的概念将加热后的坯料放在铁砧上,在压力或冲击力的作用下使其自由变形获得锻件的方法。2、自由锻的分类手工自由锻和机器自由锻。3、自由锻的特点坯料的变形不受模具限制,设备和工具的通用性大,锻件的重量不受限制,是生产大型锻件的唯一方法。但是,生产率低,锻件精度低,加工余量大,只适合于单件小批量生产形状简单件。二、自由锻设备基本工序有镦粗、拔长、冲孔、弯曲、切割等。名词解释:flange(法兰)Aprotrudingrim,edge,rib,orcollar,asonawheelorapipeshaft,usedtostrengthenanobject,holditinplace,orattachittoanotherobject.凸缘车轮或管道上突出的边、缘、肋条或环圈,用来增加物体强度、固定物体或使某一物体附着在另一物体上.一、概述1、模锻的概念将加热后的坯料放在锻模模膛内受压变形获得锻件的方法。2、模锻的分类锤上模锻和其它设备上模锻(曲柄压力机、平锻机、摩擦压力机等)3、模锻的特点生产率高,锻件形状可以较复杂,锻件尺寸精确,加工余量小,机械性能好。但是,锻模受较大的冲击力和热疲劳应力,需要专用模具钢,模具成本高,只适合于大批量生产中小件。1、模锻设备蒸汽-空气锤(与自由锻的蒸汽-空气锤结构工作原理基本相同)与其它模锻设备相比,模锻锤的打击速度快(6~8m/s)行程不固定,可在一副锻模的不同模膛完成多种工序。缺点:震动大,无顶出装置,只适合于高度较小的锻件及精度要求不高的锻件的锻造。2、锻模结构由带燕尾上模和下模组成。锻模模膛可分为:制坯模膛和模锻模膛1)绘制锻件图(选择分模面、加工余量和模锻公差、连皮、模锻斜度和圆角半径)2)计算坯料质量和尺寸3)选择模锻工序4)选择锻造设备5)确定锻造温度范围选择分模面确定加工余量、公差、余块和连皮。连皮是指模锻时不能直接锻出通孔,在该部位留有一层较薄的金属。确定模锻斜度和圆角半径(便于取出锻件)。选择模锻工序变形工序的确定—根据锻件图复杂程度确定,之后设计模膛。与锤上模锻相比其特点:1)滑块行程固定,机身结构刚性大,导轨的导向精度高。2)设有上下顶出装置,可自动脱模,故锻件