如果您无法下载资料,请参考说明:
1、部分资料下载需要金币,请确保您的账户上有足够的金币
2、已购买过的文档,再次下载不重复扣费
3、资料包下载后请先用软件解压,在使用对应软件打开
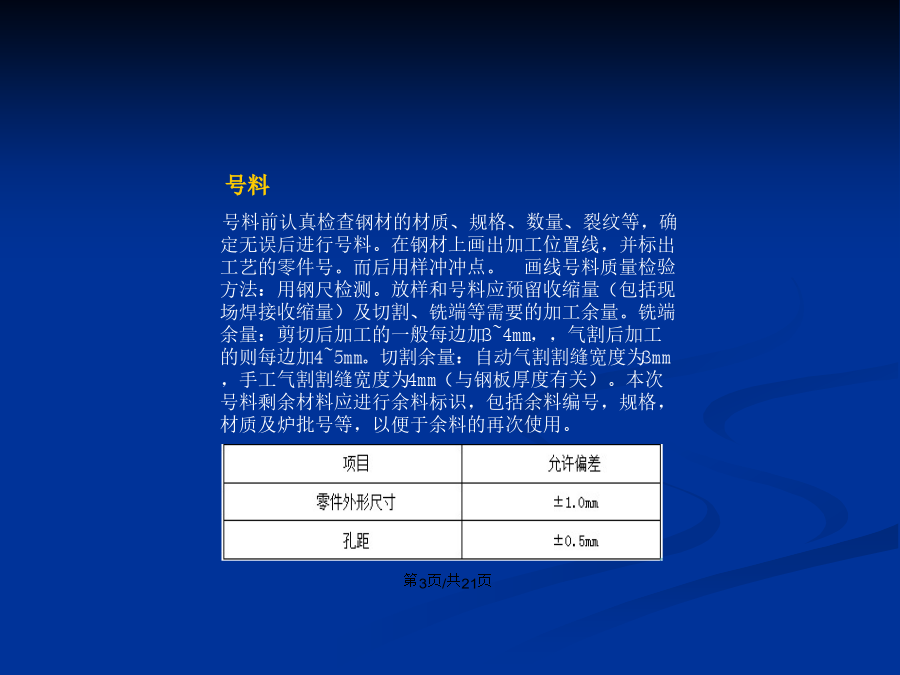
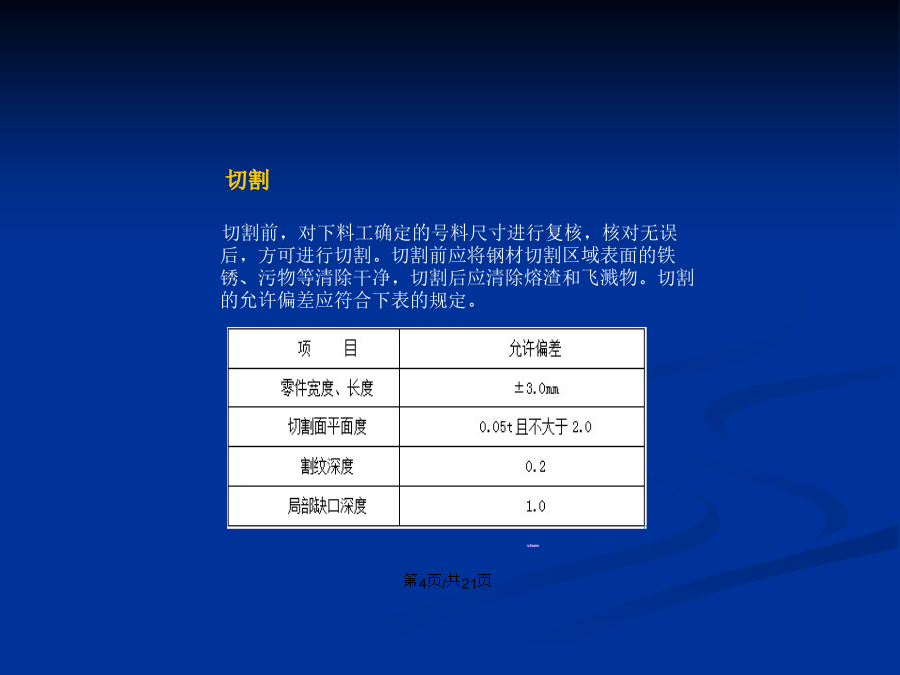
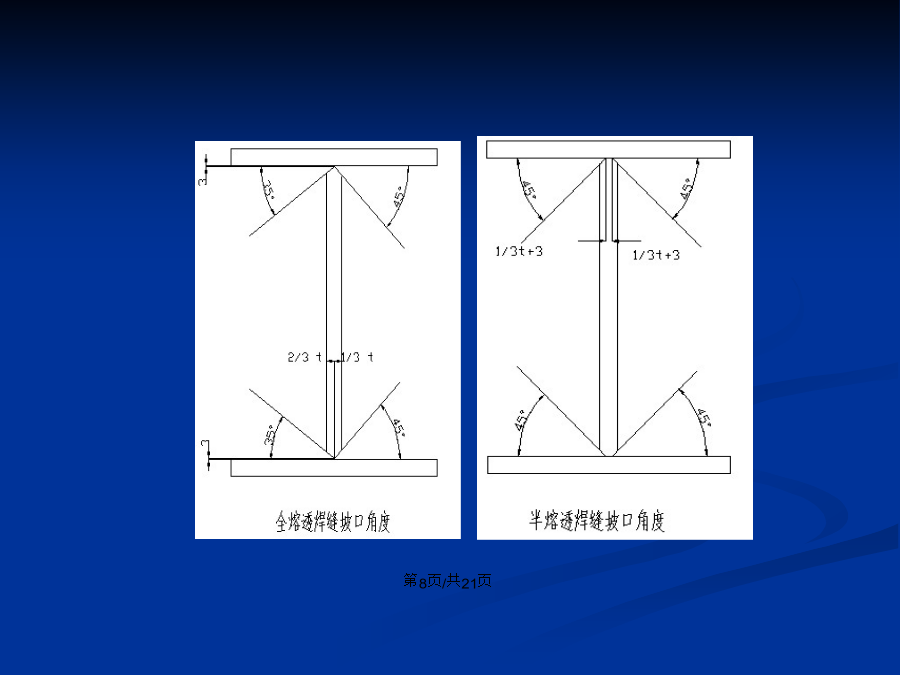
会计学放样放样允许的误差见下表:号料切割气割操作应注意的工艺要点:D、气割前,应去除钢材表面的污垢、油污及浮锈和其他杂物,并在下面留出一定的空间,以利于熔渣的吹出。气割时,割炬的移动应保持均速,割件表面距离焰心尖端以2~5mm为宜。开坡口/拼装焊接焊接的起弧和收弧部位易产生未焊透等缺陷,所以,焊缝端头、转角及应力集中部位,不能作为焊缝的起点和收尾点。应增加引弧板。引弧板应与母材材质相同,焊接坡口形式相同,长度应符合标准的规定。焊接时应制定合理的焊接顺序,采用可靠的防止和减少焊接应力变形措施。具体焊接时应根据实际焊缝高度,确定填充焊的遍数,构件要勤翻身,防止构件产生扭曲变形。如果构件长度大于4m,可采用分段施焊的方法。对于需要进行焊接前预热或焊后热处理的焊缝,其预热温度或后热温度应符合国家现有标准的规定或通过工艺试验确定。预热区在焊道两侧,每侧宽度均应大于焊件厚度的1.5倍以上,且不应小于100mm;后热处理应在焊后立即进行,保温时间应根据板厚按每25mm板厚0.5h确定。④每一道熔敷金属的深度或熔敷的最大宽度不应超过焊道表面的宽度。⑤同一焊缝应连续施焊,一次完成。⑥加劲板、连接板的端部焊接应采用不间断围角焊,引弧和熄弧点位置应距端部大于100mm,弧坑应填满。⑦焊接过程中应尽可能使用可以转动的工夹具,尽量采用向下方向的焊接,焊接顺序应满足焊后构件的变形、残余应力等达到最小值⑧焊后处理a、焊缝焊接完成后,清理焊缝表面的熔渣和金属飞溅物,焊工自行检查焊缝的外观质量;如不符合要求,应补焊和打磨,修补后的焊缝应光滑圆顺,不影响原焊缝的外观质量要求b、对于重要构件或重要节点焊缝,焊工自行检查外观合格后,在焊缝附近打上焊工钢印。⑨不良焊缝的修补应按照下表的要领进行焊接质量等级要求钢结构焊接应符合《建筑钢结构焊接规程》(JGJ81-2002)的要求,焊接参数必须通过焊接工艺试验确定。本工程焊接质量检验分三级一级焊缝:焊接H型钢的翼缘板对接焊缝;框架梁的翼缘板及柱子的连接焊缝;二级焊缝:除了按一级焊缝质量检验的所有对接焊缝;H型钢腹板与翼缘的T形连接熔透焊缝;三级焊缝:除了上述一、二级焊缝质量检验外的其他焊缝。矫正当翼缘板厚度超过30mm时,一般要求往返几次矫正(每次矫正量1~2mm)。机械矫正时,还可以采用压力机根据构件实际变形情况直接矫正。③火焰矫正注意事项:a、根据构件的变形情况,确定加热的位置及加热顺序;b、加热温度最好控制在600~650℃。制孔检查质量标准(1)焊接H型钢的翼缘板拼接缝和腹板拼接缝的间距不应小于200mm。翼缘板拼接长度不应小于2倍板宽;腹板拼接宽度不应小于300mm,长度不应小于600mm。(2)焊接H型钢的允许偏差应注意的质量问题(1)胎具组装首件必须经过质检部门检查认定合格后,方可继续进行组装。(2)需要拼接的板件,一般应在组装前完成,以减少后期焊接的变形应力。(3)实行流水作业,采用CO2保护焊接打底,自动埋弧焊接成型的办法,提高生产质量和效率。