如果您无法下载资料,请参考说明:
1、部分资料下载需要金币,请确保您的账户上有足够的金币
2、已购买过的文档,再次下载不重复扣费
3、资料包下载后请先用软件解压,在使用对应软件打开
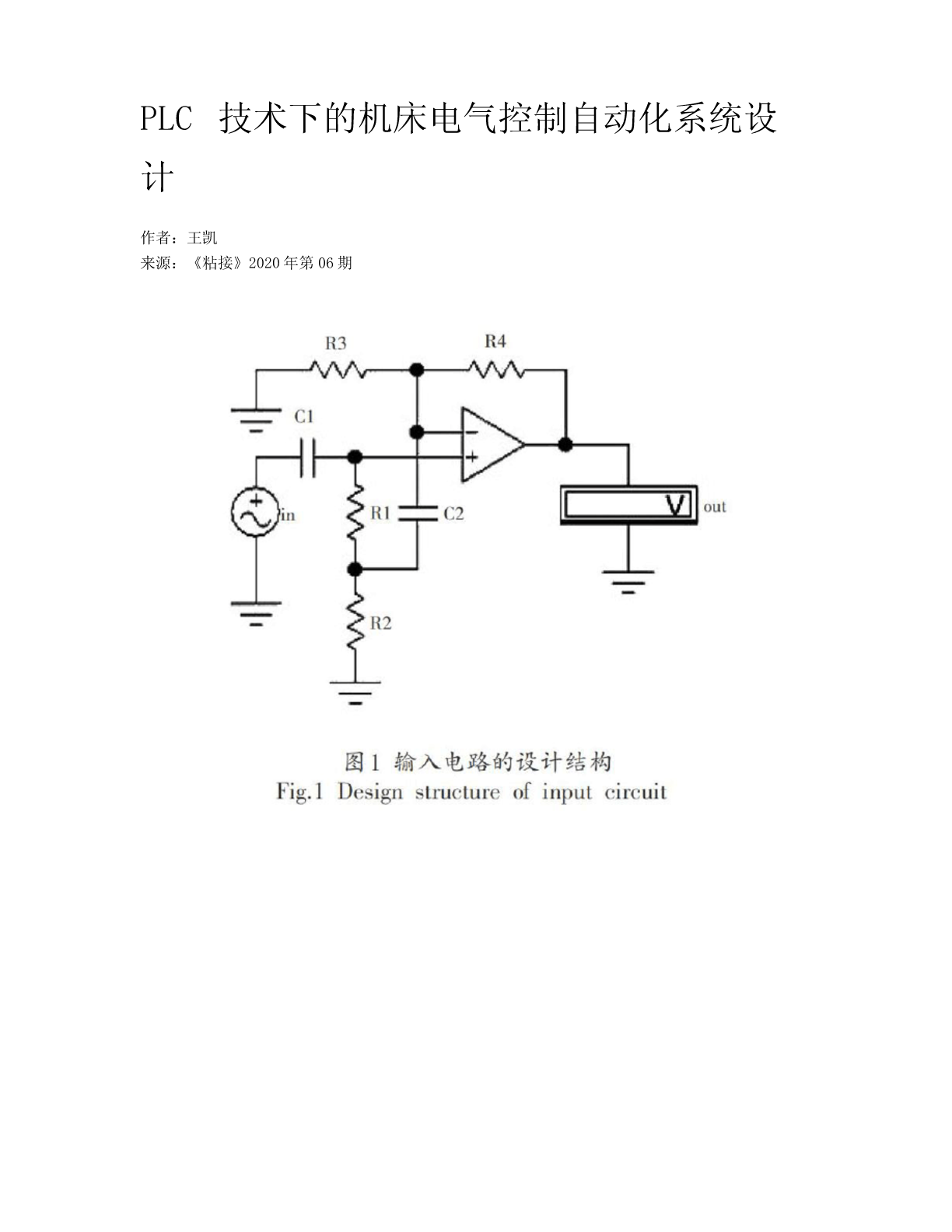
PLC技术下的机床电气控制自动化系统设计作者:王凯来源:《粘接》2020年第06期摘要:在传统生产领域中,我们看到的先进继电器操作系统为继电接触器,此设备在现代生产工作中已经无法满足高质及先进的工作需求,所以只能够被应用到基层、低端机床设备中。但是PLC技术的出现为机床电气控制系统创新提供了全新的方向,此也是划时代的发展主题,其和传统继电接触器对比具有较高的工作效率,良好的稳定性。基于此,本文就从PLC概念入手,简单分析其在机电机床电气控制中使用情况和设计要点。关键词:PLC;机床;电气控制自动化中图分类号:TG502.35文献标识码:A文章编号:1001-5922(2020)06-0121-04机床电气控制为现代机床专业、工业生产领域的研究重点,将数字控制自动化技术作为主导的机床管理和控制策略,为机床现代化、自动化打下了良好的理论基础。在早期数控机床控制的过程中,重点为根据继电器逻辑实现管理,因为继电器逻辑属于硬接线系统,并且体积较为庞大,布线较为复杂,修改较为困难,如果出现问题很难有效且及时的修复,此种系统的可靠性较低,并且会对机床生产效率造成影响[1]。所以基于PLC技术的机床自动化系统统计及功能改进成为了现代业界的研究重点,也是保证机床生产效率及进度的核心。lPLC的设计原则和步骤为了能够使机床电气控制得到实现,就要对可操作目标技术活动进行保证,还要能够满足企业生产需求,从而使机床生产速度及产品质量得到保证。在实现PLC系统设计的过程中,要使设计能够满足以下标准:第1,全面性,因为工业生产的需求各不相同,那么设备及制造工序也各不相同,就要对系统能够提供的技术能力进行保证,从而提高PLC系统的完整性;第2,经济性。企业要通过较低的成本使经济效益得到提高,所以在实现策划的过程中就要实现可行并且简单的PLC系统设计方案的制定;第3,可靠性。企业对于生产过程中的安全性较为重视,稳定生产能够有效保证企业的经济效益,那么就要对PLC系统的正常稳定运行进行保证;第4,发展性。由于PLC技术在持续成熟及发展,那么今后就会出现全新技术手段,在实现策划过程中就要全面考虑系统的生计问题,在进行制造的过程中对升级和更新的范围进行预留出来,通过高兼容、高发展性及通信技术实现[2]。为了提高PLC系统的使用效果,就要全面考虑PLC控制器的操作范围,实现可操作目标特点及需求制造工艺的全面掌握。在对操作规模进行决定的过程中,将I/O设备数量为基础,决定操作系统运行的规模,PLC操作系统的操作规模比较大,那么其开关量也比较大,能够实现大量的操作行为。一般PLC控制器的1/O数量都是为20以下,能够对系统平稳进行保证。如果技术水平比较高,就能够将PLC系统中1/O数量的影响充分的展现出来。在设计资料处理模块时,PLC控制器在工序操作中的位置尤为重要[3]。在PLC控制系统设计过程中主要包括硬件及软件部分,硬件设计指的是对于PLC外部设备实现,软件设计主要是对于PLC应用程序实现,所以在实现系统设计过程中可以根据以下程序进行设计:)掌握被控对象。在设计控制系统以前,要充分掌握被控系统,那么设计人员就要全面1考察现场实地,实现相应资料的收集,并且利用和操作人员沟通,全面掌握被控功能、机械、电气系统和液压等方面的关系、人机界面、PLC是否联网及系统工作模式等,并且进行记录;)选择硬件。2I/O设备包括输入设备中的内容,比如位置开关、转换开关、相应转换器及按钮等,其中的輸出设备主要包括接触器、继电器、执行器和信号指示灯等。PLC指的是容量、电源、可编程逻辑控制器型号、I/O模块等。在实现I/O分配的过程中,要求具备编号、名称、设备代码与功能等信息。实现PLC外围硬件线路图的绘制,实现定时器分配的等内部辅助继电器地址。)编3写应用程序。设计程序的根据就是以操控系统实质需求选择合适方法设计PLC。在编写程序的过程中,要使控制需求得到满足,并且相应控制功能及任务程序要逐个的实现编写,从而完善系统特殊功能。)程序4调试。程序调试主要包括现场调试及模拟调试,其中的模拟调试是根据现场信号产生方式,划分成为软件及硬件的模拟方法[4]。基于2PLC技术的机床电气控制自动化系统设计输入电2.1路的设计电气自动化控制优化系统输入电路设计要对PLC电压供电设计进行全面考虑,还要考虑安全容量及抗干扰等设计。其中的PLC供电设计是选择PLC供电电压和电流,其中的PLC可选电压比较多,一般都包括AC85-240V、DC12-24V。其中的交流供电主要是在大型电器自动化控制系统中使用,交流电供电PLC具有较大的线程,