如果您无法下载资料,请参考说明:
1、部分资料下载需要金币,请确保您的账户上有足够的金币
2、已购买过的文档,再次下载不重复扣费
3、资料包下载后请先用软件解压,在使用对应软件打开
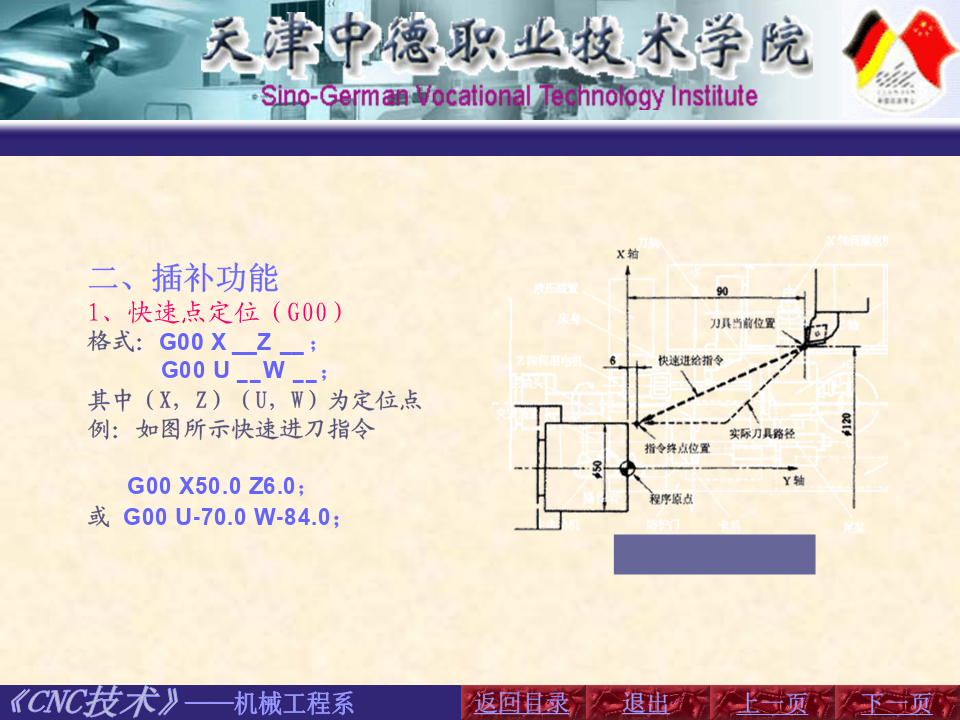
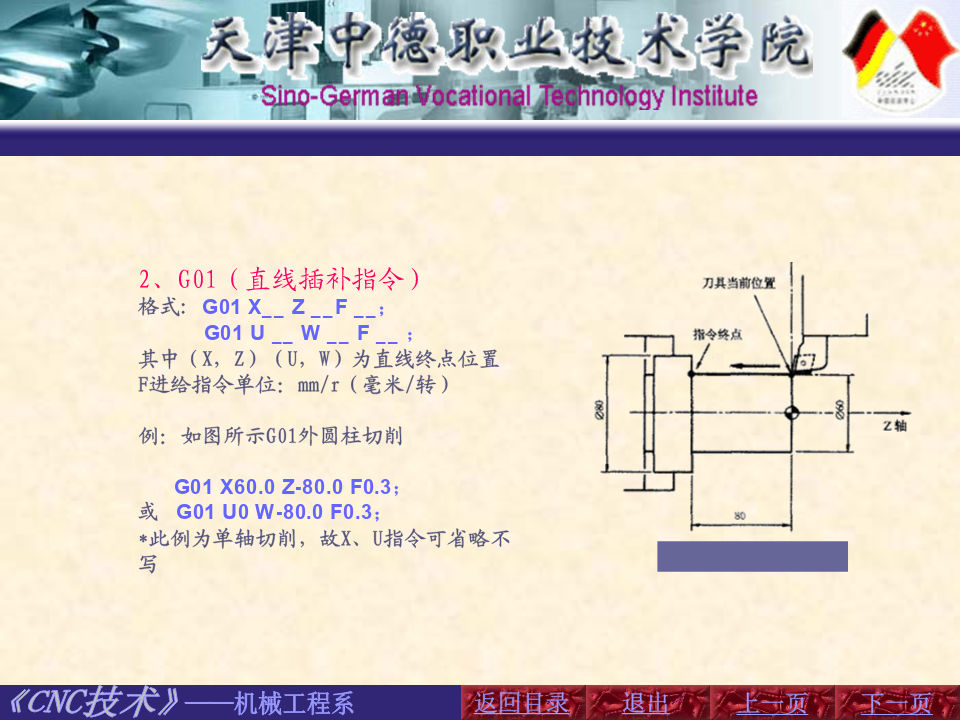
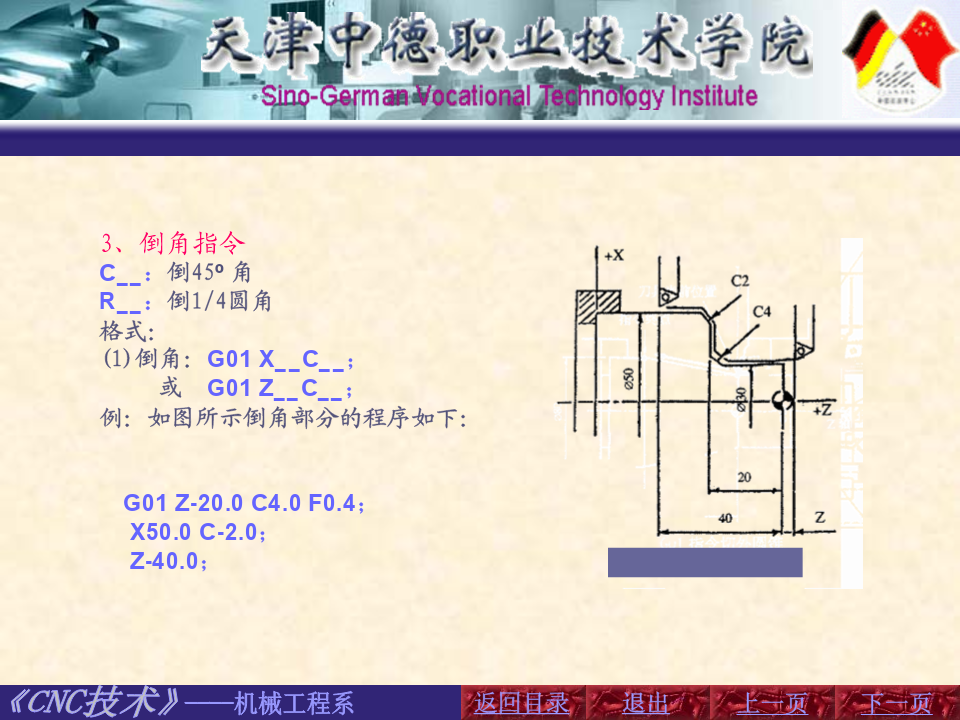
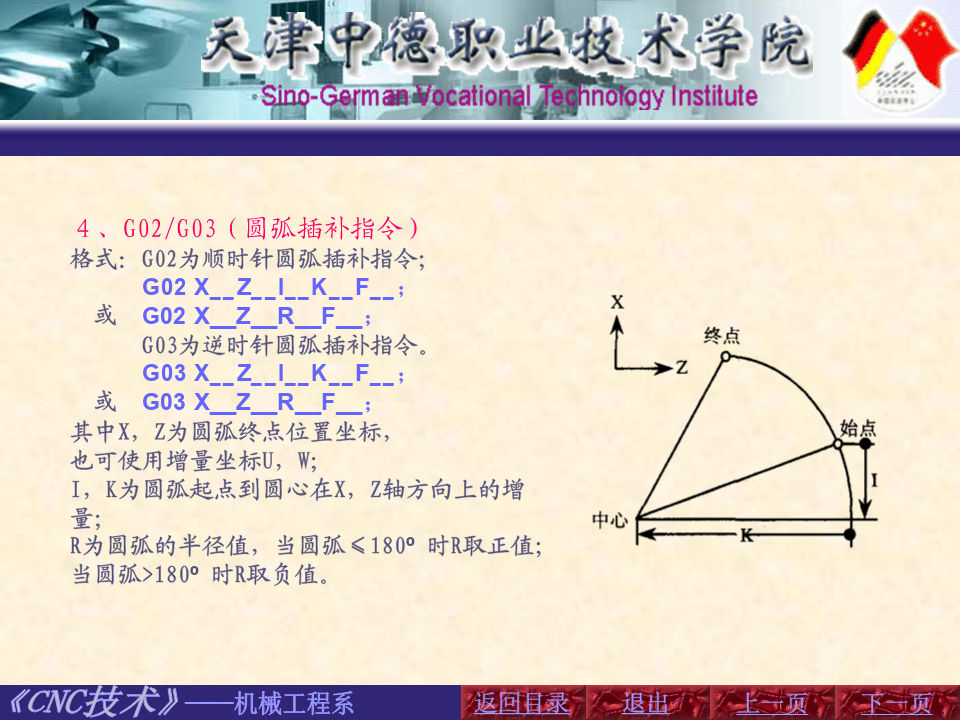
第七章数控车床的编程第一节坐标系及坐标方向第二节基本编程指令第三节简化编程和补偿功能返回主页退出第一节坐标系及坐标方向一、标准坐标系数控车床的坐标系是以径向为X轴方向,纵向为Z轴方向。指向主轴箱的方向为Z轴的负方向,而指向尾座的方向为Z轴的正方向。X轴是以操作者面向的方向为X轴正方向。故,根据右手法则,Y轴正方向指向地(数控车床编程中不涉及Y轴坐标)。数控车床坐标系如右图所示。返回目录退出上一页下一页二、机床坐标系机床坐标系是用来确定工件坐标系的基本坐标系;是机床本身所固有的坐标系;是机床生产厂家设计时自定的,其位置由机械挡块决定,不能随意改变。三、工件坐标系X1、工件原点编制加工程序的基准点(零点)称为工件原点。数控车床的工件原点一般定为零件精加工右端面与轴心线的交处。Z2、工件坐标系以程序原点为原点,所构成的坐标系称为工件坐标系。返回目录退出上一页下一页第二节基本编程指令一、编程常识:1、程序的构成在数控装置中,程序的记录是由程序号来辩别的,调用某个程序可通过程序号来调出,编辑程序也要首先调出程序号。程序号由字母O接4位数(1~9999)表示。“”程序编号方式为:O;2、程序段的构成程序段的构成主要是由程序段序号和各种功能指令构成的:()();N__G__XU__ZW__F__M__S__T__其中,N__为程序段序号;返回目录退出上一页下一页G为准备功能;X(U)Z(W)为工件坐标系中X、Z轴移动终点位置;F为进给功能指令;M为辅助功能指令;S为主轴功能指令;T为刀具功能指令。3、坐标的选取:绝对坐标:X、Z相对坐标:U、W注:X、Z与U、W在一个程序段内可以混用X方向坐标值使用直径值返回目录退出上一页下一页二、插补功能1、快速点定位(G00)格式:G00X__Z__;;G00U__W__其中(X,Z)(U,W)为定位点例:如图所示快速进刀指令G00X50.0Z6.0;或G00U-70.0W-84.0;返回目录退出上一页下一页2、G01(直线插补指令)格式:G01X__Z__F__;G01U__W__F__;其中(X,Z)(U,W)为直线终点位置F进给指令单位:mm/r(毫米/转)例:如图所示G01外圆柱切削G01X60.0Z-80.0F0.3;或G01U0W-80.0F0.3;*此例为单轴切削,故X、U指令可省略不写返回目录退出上一页下一页3、倒角指令C__:倒45º角R__:倒1/4圆角格式:(1)倒角:;G01X__C__或G01Z__C__;例:如图所示倒角部分的程序如下:G01Z-20.0C4.0F0.4;X50.0C-2.0;;Z-40.0返回目录退出上一页下一页(2)倒圆:G01X__R__;或G01Z__R__;例:如图所示倒圆部分的程序如下G01Z-20.0R4.0F0.4;X50.0R-2.0;Z-40.0;注:其中X、Z是倒角或倒圆切削后的位置;+、-是倒圆或倒角终点相对于起点的方向。返回目录退出上一页下一页4、G02/G03(圆弧插补指令)格式:G02为顺时针圆弧插补指令;;G02X__Z__I__K__F__或G02X__Z__R__F__;G03为逆时针圆弧插补指令。;G03X__Z__I__K__F__或G03X__Z__R__F__;其中X,Z为圆弧终点位置坐标,也可使用增量坐标U,W;I,K为圆弧起点到圆心在X,Z轴方向上的增量;R为圆弧的半径值,当圆弧≤180时R取正值;º当圆弧>180时R取负值。º返回目录退出上一页下一页5、G32(螺纹切削指令)格式:G32Z__F__;圆柱螺纹G32X__Z__F__;圆锥螺纹其中F指定螺纹的螺距。例:如图所示圆柱螺纹切削部分的程序如下G32Z-40.0F3.5;绝对坐标G32W-45.0F3.5;相对坐标图中δ1和δ2表示由于伺服系统的延迟而产生的不完全螺纹。这些不完全螺纹部分的螺距也不均匀。经验公式:δ1=R·L/400;δ2=R·L/1800;R:主轴转速(r/min);L:螺纹导程。返回目录退出上一页下一页三、暂停指令(G04)格式:G04X__;;G04U__G04P__;*使用P不能有小数点();指令暂停进刀的主轴回转数;G99G04__();指令暂停进刀的时间(秒G98G04__数);例:()()