如果您无法下载资料,请参考说明:
1、部分资料下载需要金币,请确保您的账户上有足够的金币
2、已购买过的文档,再次下载不重复扣费
3、资料包下载后请先用软件解压,在使用对应软件打开
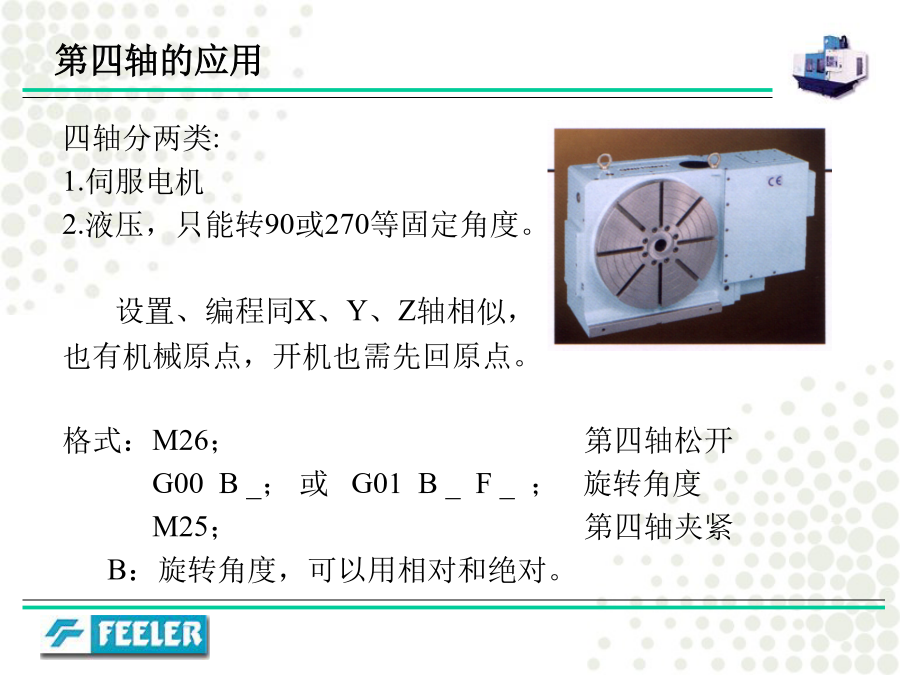
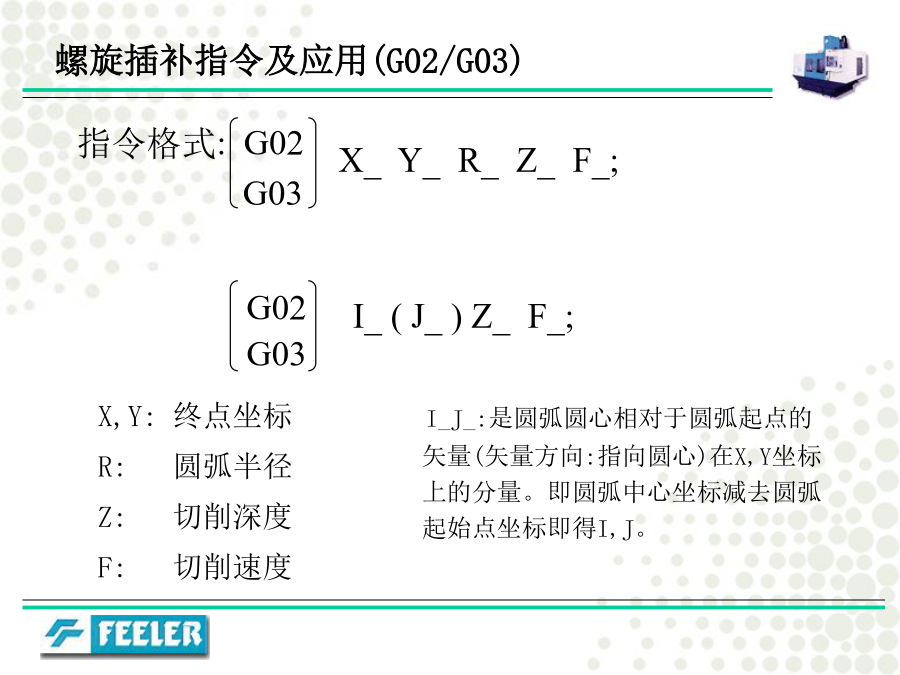
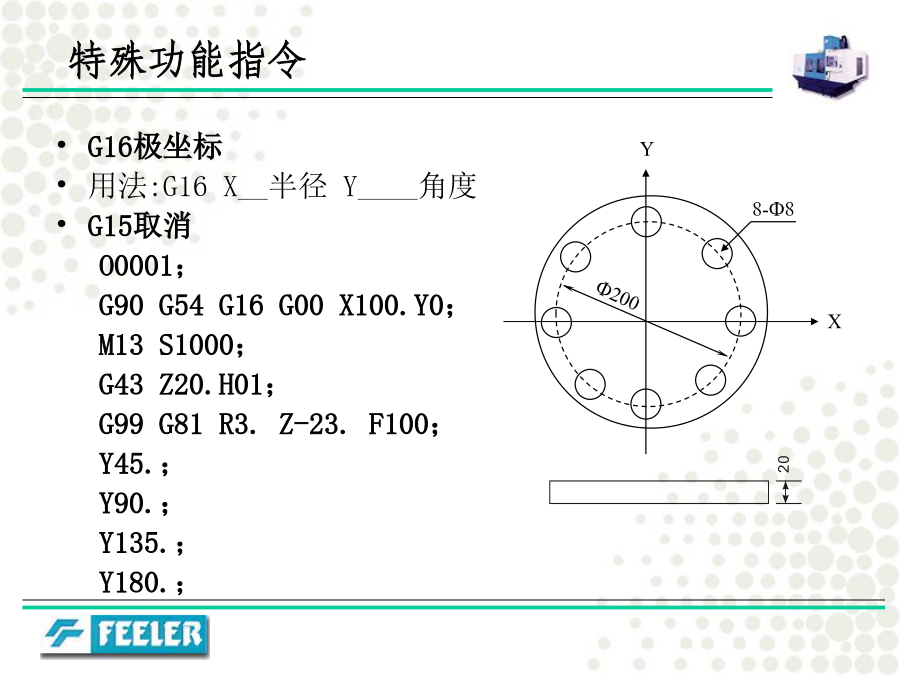
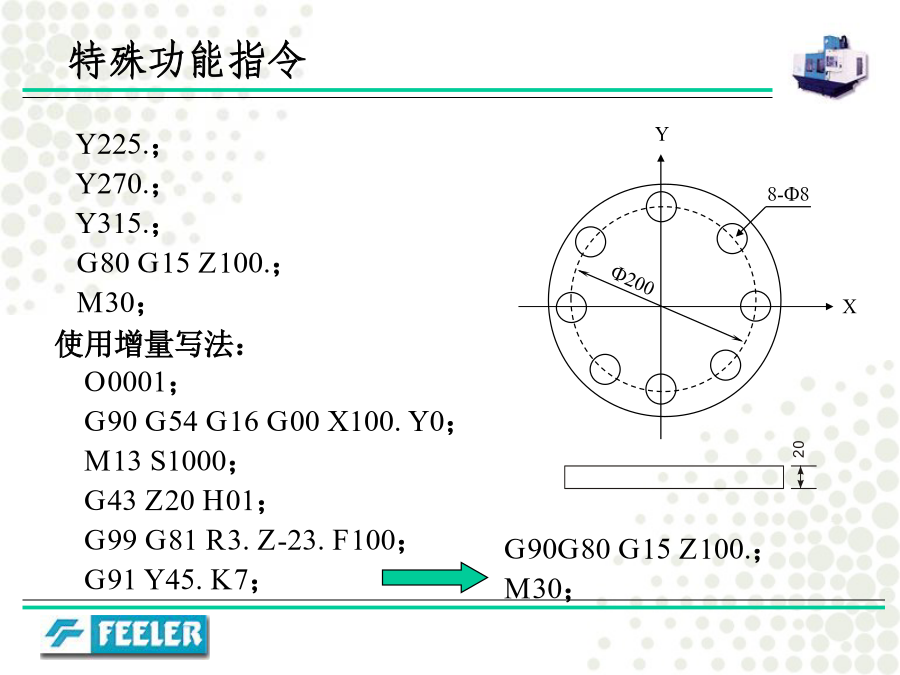
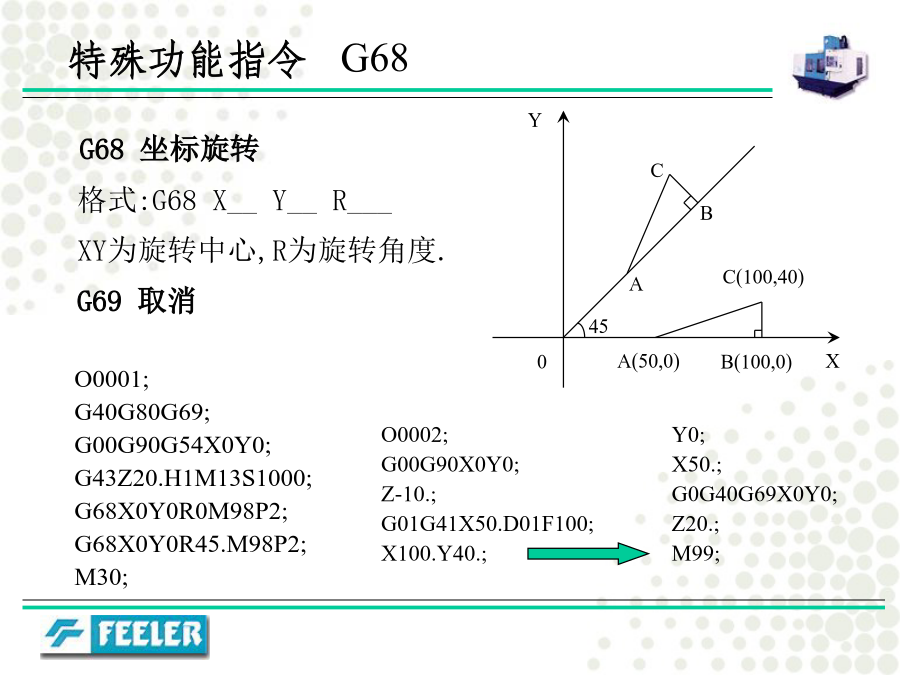
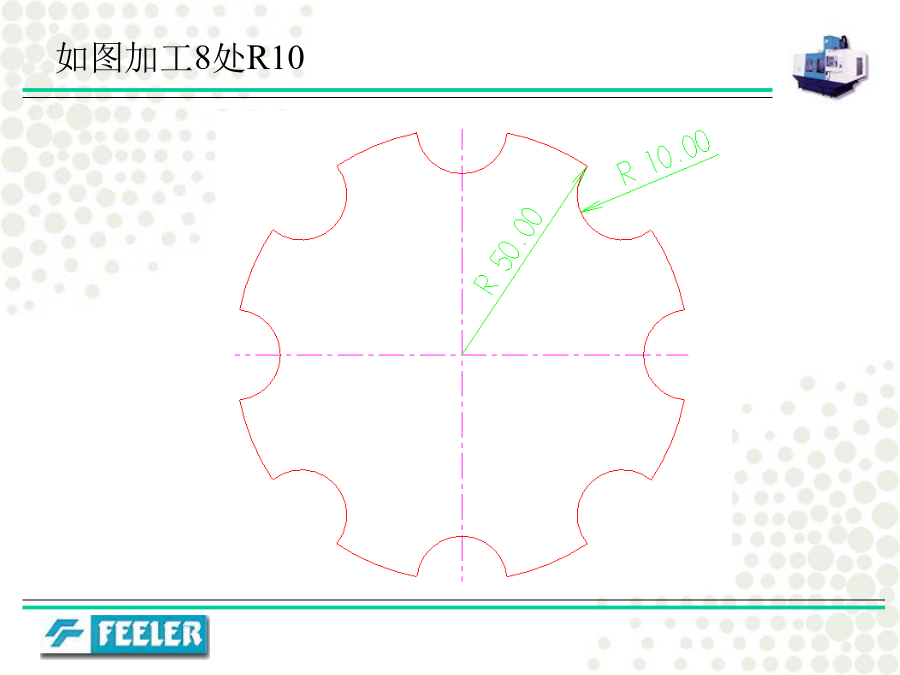
友嘉机电学院加工中心程序编制M98:调用子程序格式:MITSUBASHI:M98P_L_(不同程式)其中,P为子程序号,L为调用次数。FANUC:M98P□□□□□□□M99:子程序结束指令第四轴的应用螺旋插补指令及应用(G02/G03)G16极坐标用法:G16X__半径Y____角度G15取消O0001;G90G54G16G00X100.Y0;M13S1000;G43Z20.H01;G99G81R3.Z-23.F100;Y45.;Y90.;Y135.;Y180.;Y225.;Y270.;Y315.;G80G15Z100.;M30;使用增量写法:O0001;G90G54G16G00X100.Y0;M13S1000;G43Z20H01;G99G81R3.Z-23.F100;G91Y45.K7;G68坐标旋转格式:G68X__Y__R___XY为旋转中心,R为旋转角度.G69取消如图加工8处R10O0001;G90G54G69G00X60.Y0;G43Z20.H01S800M13;G68X0Y0R0M98P0002;G68X0Y0R45.M98P0002;G68X0Y0R90.M98P0002;G68X0Y0R135.M98P0002;G68X0Y0R180.M98P0002;G68X0Y0R225.M98P0002;G68X0Y0R270.M98P0002;G68X0Y0R315.M98P0002;G91G30Z0;M30;O0001;G90G54G69G00X60.Y0;G43Z20.H01S800M13;M98P80002;G69;M30;高速切削功能(OPT)1.先行控制APC2.AI先行控制/AI轮廓控制2.AI先行控制/AI轮廓控制3.高精度轮廓控制3.高精度轮廓控制3.高精度轮廓控制特别固定循环:三菱系统1.圆周孔循环(G34)G34X_Y_I_J_K_X,Y圆周孔循环的中心位置。I圆半径J最初钻孔点的角度,逆时针方向为正。(需加小数点,在没有小数点时以0.001度为单位。)K钻孔个数。(不可设为0)2.角度直线循环(G35)G35X_Y_I_J_K_X,Y起点坐标。I孔的间隔J角度K钻孔个数3.圆弧循环(G36)G36X_Y_I_J_P_K_X,Y圆弧中心坐标。I圆弧半径J最初钻孔点的角度P孔间隔角度K钻孔个数4.棋盘孔循环(G37.1)G37.1X_Y_I_P_J_K_X,Y起点坐标。IX轴向间隔PX轴向孔的个数JY轴向间隔KY轴向孔的个数