如果您无法下载资料,请参考说明:
1、部分资料下载需要金币,请确保您的账户上有足够的金币
2、已购买过的文档,再次下载不重复扣费
3、资料包下载后请先用软件解压,在使用对应软件打开
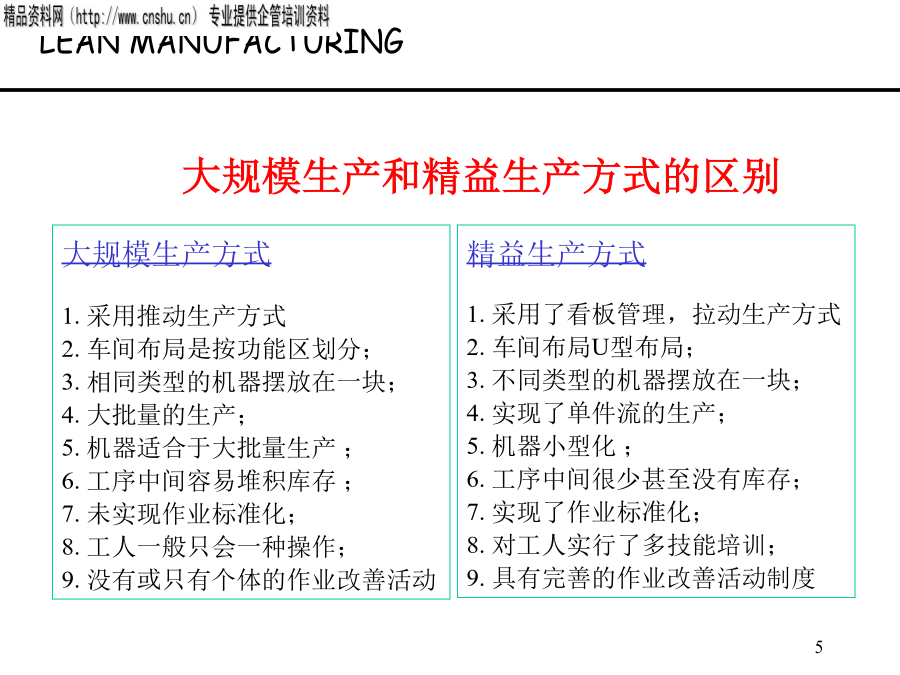
在向精益生产系统的转换中,一个表现优异的管理领导层往往是从管理层的培训开始的。我们需要接受这样一个事实:精益生产是与我们以往的管理完全不同的一个系统,管理层为了要领导整个精益生产的进程,他们就必须是本身就一个精益生产的专家。如果在组织里的大部分人员都没有被给予一些基本的培训,那样会对全体人员的参与,和精益生产的推行造成很大的阻力.精益生产须知在精益生产的实施中,我们绝大部分的人员将会受到改变的冲击,所以我们每个人都必需要知道有关精益生产的一些基本知识。培训项目制造周期时间,设备换型,生产布局批量尺寸,推动式/拉动式生产,持续改善,库存,浪费精益生产所追求的是对衡量制造业绩效的各方面项目的共同改善,是通过贯穿在一系列行动中的消除浪费的行动来实现的;这些行动包括:改变生产车间的工作组织架构,将物流和生产控制贯穿到供应链中,以及将人力的方法应用到生产和辅助工作中去等等。精益生产五项基本原则大规模生产方式1.采用推动生产方式2.车间布局是按功能区划分;3.相同类型的机器摆放在一块;4.大批量的生产;5.机器适合于大批量生产;6.工序中间容易堆积库存;7.未实现作业标准化;8.工人一般只会一种操作;9.没有或只有个体的作业改善活动精益生产的目标周期时间的定义:周期时间是指:从以一个单位的产品在一个工序中完成开始计,到另一个单位的产品在该工序中完成为止的时间之差。例如,如果某个工序的周期时间是10分钟,这就意味着,该工序是每10分钟生产出一个单位的完成的产品。为适应客户的需求,而进行的连续性生产中完成两个产品之间的时间长度。在大部分的工厂,每天生产的数量是已经知道的,并且决定于客户的需求。如果能确切的知道某段时间里客户需求状况,则节拍时间就能够按下面的公式设定:__每天有效的工作时间__每天客户需求的产品数节拍时间确定了每一工位必须完成工作的速率(操作周期时间)。一个典型的工作日是包括两个班次的,每一个班会有9.5个工作小时。那么,这个工作日每一班就有9.5*60=570分钟,也就是说,每个工作天是1140分钟。如果按照工作单,每天应该生产160K个产品,那么:每天有效时间每天须生产数=1140分钟=0.007分钟/产品160K个产品换句话说,每分钟生产140单位的产品。平衡的工序中的每一个工序的实际周期时间都是相等的。平衡工序是和以下程序有关:为了尽可能地将各个工序的周期时间一致,必须通过调整各工序的工作中心的生产节拍来达到的程序。当一个生产线中不同的工作中心的生产节拍不同时,该过程是不平衡的。这也意味着有一些工人比其他人干更多的工作。转型准备时间是指:花费在预备做某项工作的时间.在制造业,设置时间是下面两种情况之间经过的时间:一个批次的最后一个产品生产出来,一直到下一个批次的第一个好品生产出来。它包含:更换机器上的夹具或附属设备的时间;调校机器直到它能够按照产品特定规格正常生产为止。在设置的大部分时间里,机器必须是切断了电源,而且是没有制造任何东西的。内部转型准备内部设置是当机器或工序已经停止时必须执行的一个步骤。内部设置时间和停工时间是相同的。外部转型准备外部设置是能在工序正在进行时执行的一个步骤。要改善转型准备时间,最主要的目标是降低内部设置时间。转型准备中更多的步骤、结果和调整,无论怎么样,都最好是在外部转型准备中完成。转型准备过程存在的步骤,最初是在操作停止(内部转型准备时间)之前做,而现在是在操作运行(外部转型准备时间)中做。很少的错误改善产品品质消除运输及错误消除废料降低成本更大的柔性减少工人的停机时间16物料输入对人员比对机器更依赖。多技能的操作人员。短距离,小数量的搬运。当操作人员变换位置时,他们有更大的适应性。当操作人员轮换工位时,他们会更加小心。最大限度达到良好的可视性和及时的反馈。什么是价值流?为什么要绘制价值流?绘制价值流图的步骤基本结构当前状态价值流图绘制步骤怎样使用当前价值流图在推动式生产中,物料是根据生产计划,成批地备料到每一个工作站上,在该工作站加工之后,物料移动(推动)到下一个工作站,然后按照另一个生产计划继续生产。妈妈(上游区域的供应商)A一个企业在激烈的竞争中幸存下来的能力,取决于企业怎样很好地去适应于一个改变的环境的要求。我们面临着来自企业环境中许多方面改变的挑战:竞争者推出新的产品制造工业发展出新的管理过程和工业技术构成企业环境的范围保持扩展持续的改善一、生产产生的不良引起的浪费任何产品的不良都是浪费的一个主要来源。二、运输中的浪费在许多机构,对项目(人、产品、零件