如果您无法下载资料,请参考说明:
1、部分资料下载需要金币,请确保您的账户上有足够的金币
2、已购买过的文档,再次下载不重复扣费
3、资料包下载后请先用软件解压,在使用对应软件打开
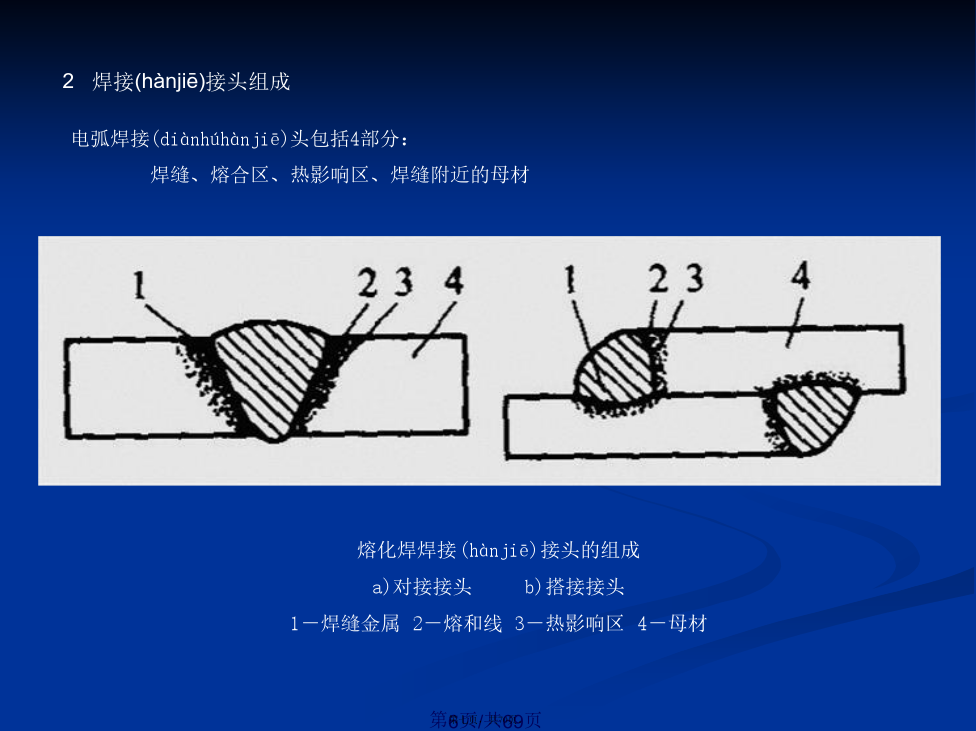
会计学(5)发生电气火灾的处理发生电气火灾时,首先应设法关断着火部分的电源,如果由于生产需要或其他(qítā)原因,不允许断电时,则带电灭火时应注意:A正确选用灭火器材:带电灭火不能用水或一般酸性泡沫灭火器,而只能用CCl4灭火器、CO2灭火器等;B防止中毒或冻伤;C要防止触电,如有带电导线断落在地上时,防止发生跨步电压触电事故。二、焊接常用方法的英文缩写电弧焊AW药芯焊丝电弧焊FCAW药芯焊丝气电立焊FCAW-EG钨极气体(qìtǐ)保护焊GTAW埋弧焊SAW双丝串联埋弧焊SAW-S手弧焊SMAW熔化极气体(qìtǐ)保护电弧焊GMAW熔化极气电立焊GMAW-EG钨极惰性气体(qìtǐ)保护电弧焊TIG熔化极活性气体(qìtǐ)保护电弧焊MAG熔化极惰性气体(qìtǐ)保护电弧焊MIG三、焊缝无损(wúsǔn)检测方法英文缩写无损(wúsǔn)检测NDT超声探伤UT涡流探伤ET磁粉探伤MT渗透探伤PT射线探伤RT目视检查VT四、正确使用和维护保养(bǎoyǎng)焊接设备(1)焊接的接线和安装应由电工负责,焊工不得自行操作。焊机的安装场地,应是通风干燥、无振动、无腐蚀性气味。(2)焊接设备机壳必须接地。(3)使用时在需合、拉电源闸刀开关的场合,头部不得正对电闸。(4)在焊钳与工件短接的情况下,不得启动焊机设备。(5)焊机应按额定焊接电流和负载持续率来使用,不得过载。(6)经常保持焊接接线柱的接触良好,固定螺母要压紧。(7)移动焊机时,应避免剧烈振动。(8)工作完毕或临时离开工作场地时,必须切断焊机电源。焊接(hànjiē)基本理论2焊接(hànjiē)接头组成3焊接分类(1)熔焊——焊接过程中,将焊件接头加热至熔化状态,不加压的焊接方法。熔焊是目前应用最广泛的焊接方法。最常用的有手工电弧焊、埋弧焊、CO2气体保护焊及手工钨极氩弧焊、气焊等。(2)压焊——焊接过程中,必须对焊件施加压力,加热或不加热的焊接方法。常用的有电阻焊、摩擦焊、冷压焊、超声波焊、爆炸焊等等。(3)钎焊——采用熔点比母材低的金属材料做钎料,将焊接和钎料加热到高于钎料熔点,但低于母材熔点的温度,利用毛细作用使液态钎料润湿母材,填充接头间隙并与母材相互扩散(kuòsàn),连接焊件的方法。分为软钎焊和硬钎焊。二、焊接的优点及缺点焊接与螺钉联接、铆接、铸件和锻件相比(xiānɡbǐ),具有下列优点:1、节省金属材料,减轻结构重量,经济效益好;2、简化加工和装配工序,生产周期短,生产效率高;3、结构强度高(接头能达到与母材等强度),接头密封性好;4、为结构设计提供较大的灵活性。例如按结构的受力情况可优化配置材料,按工况需要,在不同部位选用不同强度、不同耐磨、耐腐蚀及耐高温等性能的材料;5、焊接工艺过程容易实现机械化和自动化。焊接也有以下缺点:1、焊接结构容易引起较大的残余变形和焊接内应力。由于绝大多数的焊接方法都采用局部加热,经焊接后的焊件,不可避免地在结构中会产生一定的焊接应力和变形,从而影响结构的承载能力、加工精度和尺寸的稳定性。同时,在焊缝与焊件的交接处会引起应力集中,对结构的脆性断裂有较大影响。2、焊接接头中存在一定数量的缺陷,如裂纹、气孔、夹渣、未焊透、未熔合等。缺陷会降低强度(qiángdù)、引起应力集中、损坏焊缝致密性,是造成焊接结构破坏的主要原因之一。3、焊接接头有较大的性能不均匀性。由于焊缝的成分及金相组织与母材不同,接头各部位经历的热循环不同,使接头不同区域的性能不同。4、焊接过程中产生高温、强光及有害气体,因此要加强防护。三、焊接接头、坡口及焊接位置1、焊接接头的形式用焊接方法连接的接头称为焊接接头(简称接头),它包括焊缝、熔合区和热影响区三部分。(1)卷边接头待焊件端部预先卷边,焊后卷边只部分熔化的接头,应用于1-2mm的薄板,不需填充金属,装配方便,生产效率高,但承载能力低。(2)对接接头在同一平面上两板件相对端面焊接而形成的接头。优质的对接接头是比较理想的接头形式,它的受力状况(zhuàngkuàng)较好,应力集中较小,能承受较大的静载荷或动载荷,接头效率高,是焊接结构和锅炉压力容器受压元件应用最多的接头形式。(3)T形接头和十字接头焊件的端面与另一焊件表面构成直角或近似直角的接头称为T形接头。三个焊件装配成“十”字形接头称为十字接头。这种接头有多种类型(焊透或不焊透、开坡口或不开坡口),可承受各种方向的力或力矩。a、开坡口的T形(十字)接头是否能焊透要看坡口的形状和尺寸,这类接头适合承受载荷的结构。b、不开坡口的T形(十字)接头通常是焊不透的。(4)搭接接头两板件部分重叠在一起进行(jìnxíng)焊接所形成