如果您无法下载资料,请参考说明:
1、部分资料下载需要金币,请确保您的账户上有足够的金币
2、已购买过的文档,再次下载不重复扣费
3、资料包下载后请先用软件解压,在使用对应软件打开
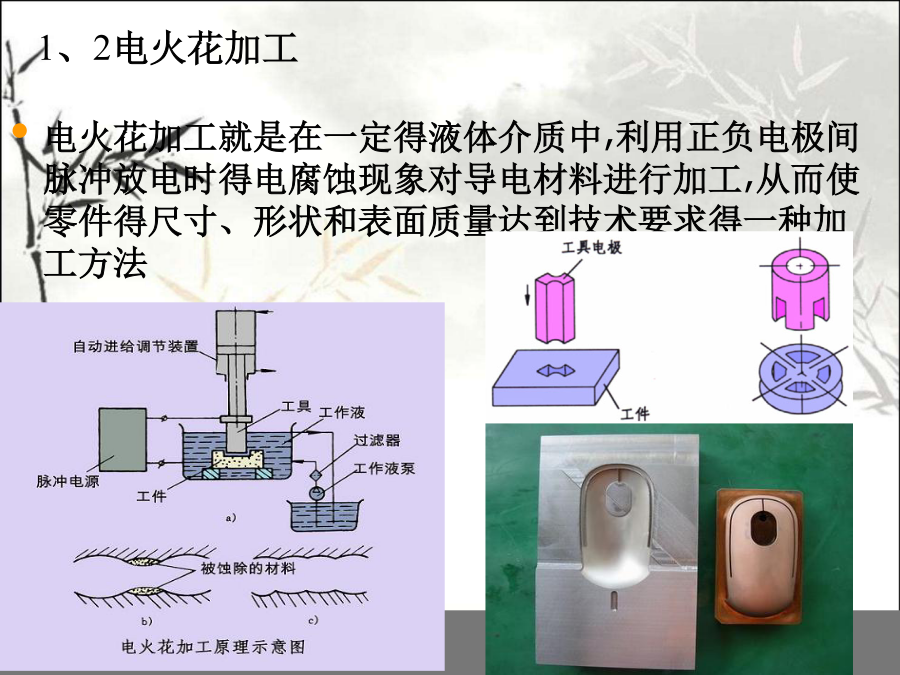
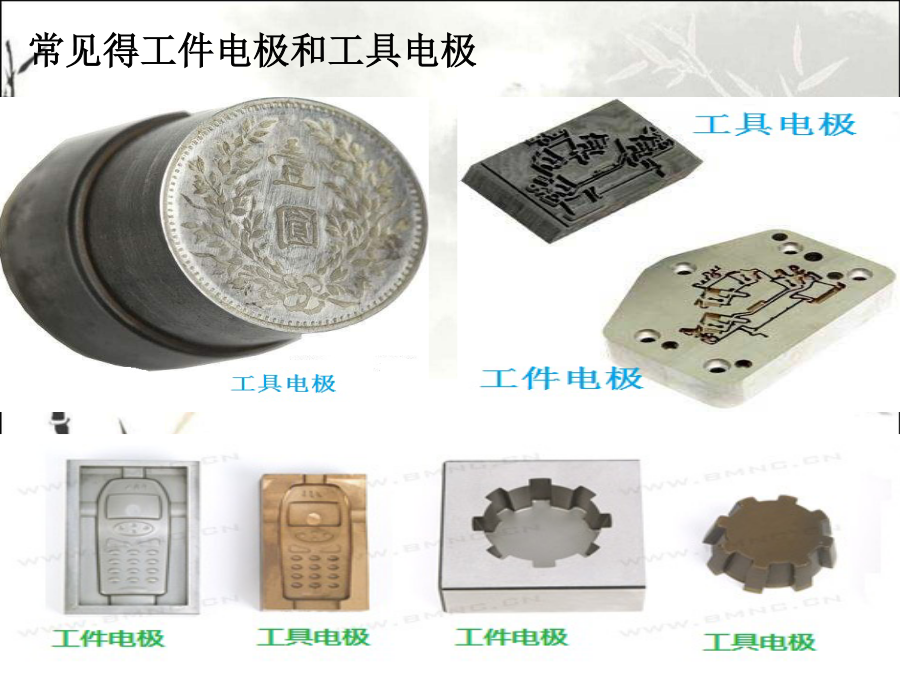
线切割课件课程安排基础理论部分一、基础理论内容1、加工基本知识特种加工得分类:按加工方法分为:电火花加工、激光加工超声加工、电化学加工电子束加工、离子束加工磨料流加工、离子弧加工等特种加工得特点:1、特种加工得工具与被加工材料(工件)基本上不接触。称为无接触加工,也叫非接触加工。2、特种加工不就是用刀具直接对材料作用,在工具和材料间不产生强烈得弹性和塑性变形、3、能量便于控制和转换、1、2电火花加工常见得工件电极和工具电极大家有疑问的,可以询问和交流电火花加工螺纹孔实例极性效应:工具和工件得正、负极性不同而彼此电蚀量不一样得现象叫做极性效应。(在生产中,通常把工件接脉冲电源得正极,称“正极性”加工;反之,工件接脉冲电源得负极称“负极性”加工。)1、3电火花线切割电火花线切割加工(WireCutEDM,WEDM)简称线切割加工,就是在电火花加工基础上发展起来得一种新得工艺形式全称为电火花电极线切割工艺。1、3、1线切割加工原理电火花线切割加工得基本原理就是利用一根运动得细金属导线(铜丝或钼丝)作工具电极,在工件与金属丝间通以脉冲电流,靠电火花对工件进行切割加工。1、3、2线切割微观放电得过程(1)放电得间隙形成(2)形成放电通道(3)电弧成长、金属熔解、气化(4)爆炸、电极材料抛出(5)冷却、排屑、极间消电离1、3、3线切割加工工艺过程1、3、5线切割得应用(1)微细结构和复杂型零件(2)高硬度导电材料、贵重金属成型加工(3)模具型面及型腔加工(4)微细、锥体、上下异形等零件加工(4)加工过程中,工具与工件不直接接触,不存在显著得切削力。(5)由于切缝很细,而且只对工件进行轮廓加工,实际金属蚀除量很少,材料利用率高。(6)与电火花成形相比,以线电极代替成形电极,省去了成形工具电极得设计和制造费用,缩短了生产准备时间。电火花线切割加工得缺点就是不能加工盲孔类零件。2、线切割机床得分类线切割机床得分类慢走丝线切割这类机床得电极丝作低速单向运动,一般走丝速度低于0、2m/s,常用得电极丝为铜丝,一般就是一次性得,加工液为去离子水。运丝稳定性好,加工精度高,表面质量好,但成本高。慢走丝功能展示中走丝线切割中走丝电火花线切割机(Medium-speedWirecutElectricalDischargeMachining简写MS-WEDM),属高速往复走丝电火花线切割机床范畴,就是在高速往复走丝电火花线切割机上实现多次切割功能,被俗称为“中走丝线切割”。所谓“中走丝”就是加工质量介于高速走丝和低速走丝机床之间。走丝原理就是在粗加工时采用高速(8-12m/s)走丝,精加工时采用低速(1-3m/s)走丝,通过多次切割保证加工质量。三种机床得区别三种机床加工工艺得区别3、线切割机床得组成2、CAXA绘图Logo