如果您无法下载资料,请参考说明:
1、部分资料下载需要金币,请确保您的账户上有足够的金币
2、已购买过的文档,再次下载不重复扣费
3、资料包下载后请先用软件解压,在使用对应软件打开
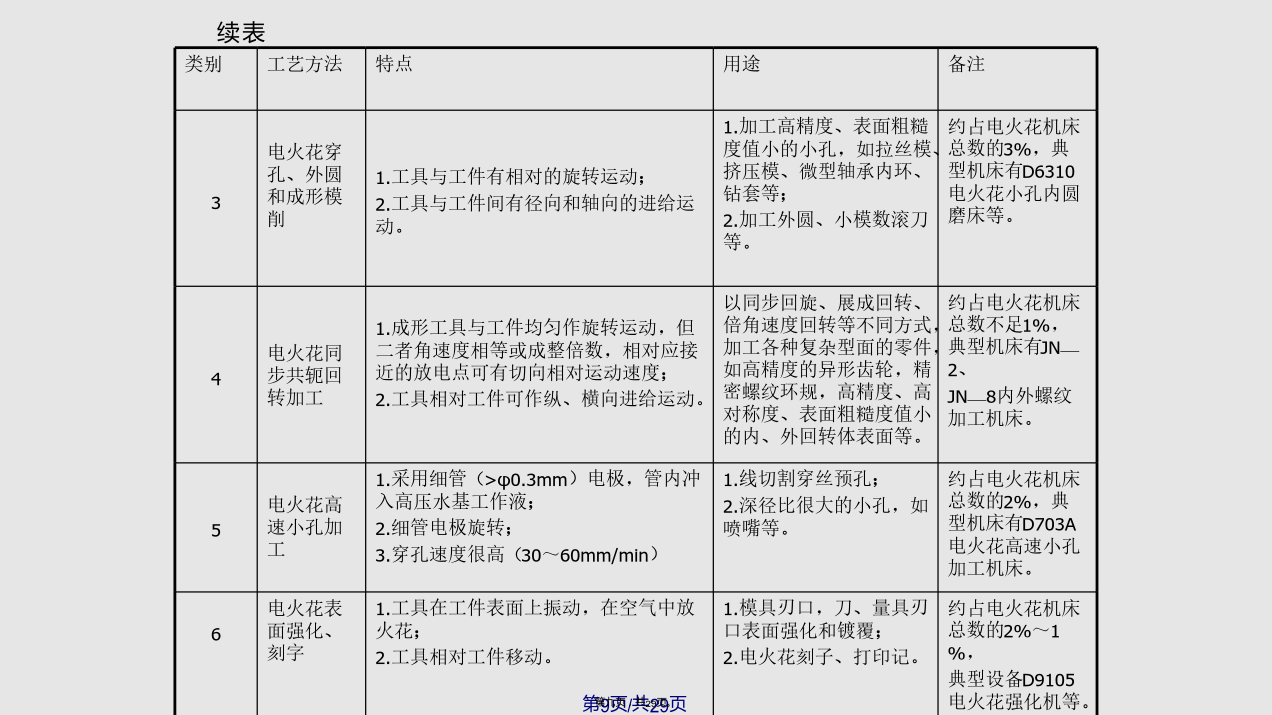
内容提要(nèirónɡtíyào):1.什么叫特种(tèzhǒng)加工2.特种(tèzhǒng)加工与传统切削加工的区别3.特种(tèzhǒng)加工的分类有那些4.什么叫电火花加工第一章电火花线切割概述(ɡàishù)学习指南:了解电火花加工的概念及其优缺点。了解电火花加工的分类与发展概况。理解电火花加工过程。理解极性效应,了解金属材料对电蚀量的影响。理解线切割加工的原理,了解其运用范围及特点。结合实地参观(cānguān),熟悉线切割的加工设备。1.1电火花加工的概念(gàiniàn)和特点1.1.2电火花加工的特点a.优点:1适合(shìhé)于难切削材料的加工;2可以加工特殊及复杂形状的零件;3易于实现加工过程自动化;4可以改进结构设计,改善结构的工艺性。b.缺点:1电火花加工生产效率低;2被加工的工件只能是导体;3存在电极损耗;4加工表面有变质层;5加工过程必须在工作液中进行。电火花加工机床(jīchuáng)型号规格1.2电火花加工(jiāgōng)的分类与发展概况续表1.2.2电火花加工(jiāgōng)的发展概况2.我国电火花加工的发展20世纪50年代初期,开始研究和试制,成功研制出电火花穿孔机;60年代初,中国科学院电工研究所成功研制出我国第一台模仿形电火花线切割机床(jīchuáng),为我国在冷冲模上开辟了“钢打钢”的新工艺;60年代末,上海电表厂张维良工程师在阳极切割的基础上发明了我国独有的高速走丝线切割机床(jīchuáng);70年代随着电火花工艺装备的不断进步,电火花型腔模具成型加工工艺成熟。切割厚度不断增加,加工精度也不断提高;80年代以计算机技术飞速发展,电火花加工也引进了数控技术和电脑编程技术,特别是1998年北航海尔(北京航空航天大学—海尔集团)共同开发推出的CAXA线切割软件以来,使编程工作变得更简便,迅速,提高工作效率。在电火花技术方面,虽然我国在某些方面具有特色(tèsè),但与国际先进水平相比,尚有很大差距(如数控系统,沙迪克就是日本一个很有名气的系统),有待于我们去努力赶超。1.3电火花加工(jiāgōng)的基本原理/电火花加工的微观(wēiguān)过程1.4电火花加工(jiāgōng)的基本规律1.4.2金属材料热学(rèxué)物理常数对电蚀量的影响1.5电火花线切割的原理、应用范围(fànwéi)及特点1.5.1电火花线切割加工原理线切割加工用的电极是一根很细小(0.10—0.25mm)、很长(几十至上百米)的金属丝(钼丝、铜丝等)。不断运动的电极丝与工件之间产生火花放电,从而将金属蚀除下来,实现轮廓(lúnkuò)切割。下面是线切割示意图:线切割示意图1.5.2线切割加工特点采用水或水基工作液(我们通常用的是乳化液,它是5%—15%的乳化油和水的混合物(磺酸(huánɡsuān)钡),电火花加工用的是煤油易燃),不会引燃起火,实现了无人运行的安全性。工件厚用稀的乳化油水溶液。电极线状结构,节省了设计、制造成型工具电极费用低,缩短辅助生产时间。电极细小,可以加工窄缝及复杂形状零件,蚀除量少,对贵重金属的加工节省费用。采用长电极丝不断运动的加工方法,使单位长度电极丝的损耗小,保证加工精度。1.5.3运用(yùnyòng)范围试制(shìzhì)新产品加工(jiāgōng)模具1.6电火花线切割加工(jiāgōng)设备/作业(zuòyè)3.线切割(qiēgē)加工的特点是什么?4.线切割(qiēgē)加工的原理是什么?5.什么是极性效应?6电火花切割(qiēgē)机床由哪几部分组成?感谢您的观看(guānkàn)!