如果您无法下载资料,请参考说明:
1、部分资料下载需要金币,请确保您的账户上有足够的金币
2、已购买过的文档,再次下载不重复扣费
3、资料包下载后请先用软件解压,在使用对应软件打开
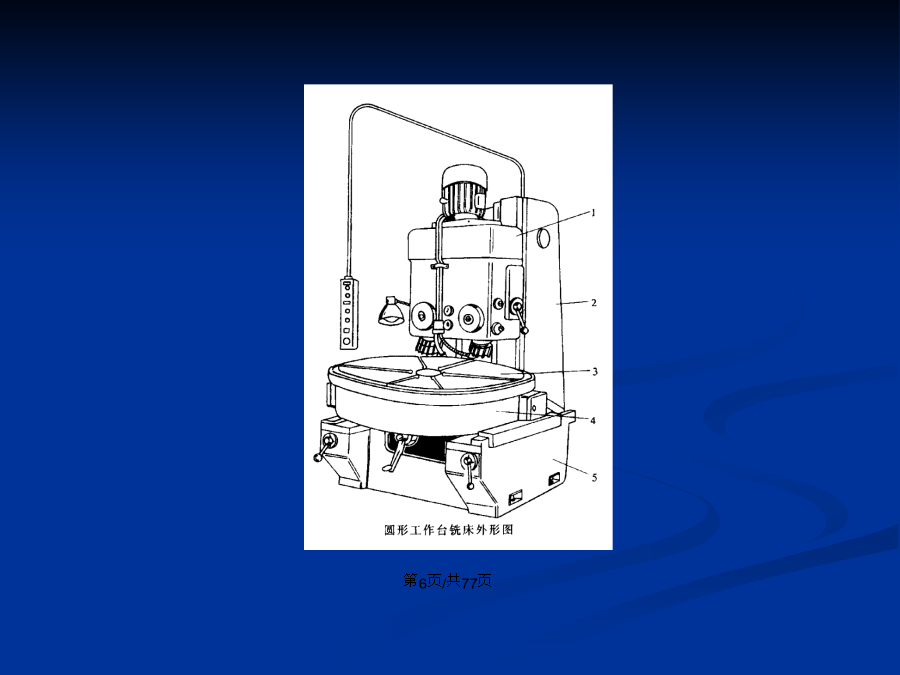
会计学第一章铣床任务一:铣床的用途、运动与分类任务二:X6132型铣床的工艺范围和主要组成部件任务三:X6132型铣床的传动系统任务四:X6132型铣床的主要部件结构任务五:铣床辅件任务一、铣床的用途、运动和分类2.铣床的分类////卧式升降台铣床工作台不升降铣床万能工具铣床单柱平面铣床/3)工艺范围——加工平面(水平面、侧面、台阶面等)、沟槽(键槽、T形槽、燕尾槽等)、成形表面(螺纹、螺旋槽、特定成形面等)、分齿零件(齿轮、链轮、棘轮、花键轴等),回转体表面、内孔的加工以及切断。a)圆柱铣刀铣平面b)套式铣刀铣台阶面c)三面刃铣刀铣直角槽d)端铣刀铣平面e)立铣刀铣凹平面f)锯片铣刀切断g)凸半圆铣刀铣凹圆弧面h)凹半圆铣刀铣凸圆弧面i)齿轮铣刀铣齿轮j)角度铣刀铣V形槽k)燕尾槽铣刀铣燕尾槽l)T形槽铣刀铣T形槽m)键槽铣刀铣键槽n)半圆键槽铣刀铣半圆键槽o)角度铣刀铣螺旋槽4.铣刀铣刀铣刀铣刀铣刀铣刀铣刀铣刀铣刀铣刀5.2铣刀铣刀铣刀5铣床参数铣床参数铣床参数5.1铣床概述铣床参数5.1铣床概述主运动——铣刀的旋转运动。进给运动——工件在垂直于铣刀轴线方向的直线运动;工件的回转运动或曲线运动。注意:为适应不同形状和尺寸的工件加工,铣床可保证工件与铣刀之间在相互垂直的三个方向上调整位置,并可根据加工要求,在其中任一方向实现进给运动。在铣床上,工作进给和调整刀具与工件相对位置的运动,根据机床类型不同,可由工件(万能卧式升降台铣床)或刀具及工件(龙门铣床)来实现。升降台式铣床的结构特征:装夹工件的工作台可在相互垂直的三个方向上调整位置,可在任一方向上实现进给运动。加工时装夹铣刀的主轴仅做旋转运动,其轴线位置一般固定不动。工艺范围广,操作灵活方便,能迅速进行各种加工调整,适用于加工中、小零件的平面和沟槽,配置相应的附件后可铣削螺旋槽、分齿零件,还可钻孔、镗孔。一般应用于单件小批的生产车间、工具车间或机修车间。床身1、底座2、回转刻度盘3、升降台4、床鞍5、工作台6、主轴7、刀杆托架8、悬梁9、刀杆10。结构及作用床身1——固定在底座2上用于安装和支承铣床的其他部件。床身1内装有主轴部件、主传动装置和主变速操纵机构等。悬梁9——床身顶部的燕尾形导轨上通过齿轮、齿条传动调整其前后位置,由装在床身顶斜面的镶条夹紧。刀杆托架8——悬梁前端当铣刀主轴伸出端较长时,为提高刀杆的刚度,用于支承刀杆的悬伸端,托架内装有滑动轴承,轴套与刀杆的间隙可手动调整。升降台4——在床身1的垂直导轨上带动工作台6做垂直方向的运动,由两条镶条调整其配合间隙。升降台4内装有进给运动、快速移动装置及进给变速操纵机构等。床鞍5——可沿升降台4的水平导轨带动工作台6做横向移动。工作台6——可沿回转刻度盘3上的燕尾形导轨作纵向移动。回转刻度盘3——带动工作台可在±45范围内转一定的角度,用于铣削斜沟槽及螺旋表面。底座2内部是冷却液箱任务三、X6132型铣床的传动系统/主运动传动路线表达式:旋转方向——由电动机的变向实现。制动——轴Ⅱ上的多片式电磁制动器M进行控制。二、进给运动传动链/铣床在相互垂直的三个方向上均可得到3×3×3=27种不同的进给量,但因轴Ⅶ—Ⅸ间的两组三联滑移齿轮变速组的3×3=9种传动比中,有三种是相同的,所以进给量只有21级。三、快速移动任务四:X6132型铣床的主要部件结构3、主轴采用三支承结构。前支承采用P5级精度的圆锥滚子轴承6,用于承受径向力和向左的轴向力;中间支承采用P6级精度的圆锥滚子轴承,以承受径向力和向右的轴向力;后支承采用P5级单列深沟球轴承,只承受径向力。主轴的回转精度主要是由前轴承和中间轴承保证的,后支承只起辅助作用。4、间隙调整先移开悬梁,拆下盖板,松开紧定螺钉3,用专用勾头扳手勾住螺母1l,再用一短铁棍通过主轴前端的端面键8扳动主轴顺时针转动,通过螺母11使中间轴承4的内圈向右移动,消除中间轴承的间隙。继续转动主轴,可使主轴向左移动,通过轴肩带动前轴承6的内圈左移,消除前轴承的间隙。调整后,拧紧紧定螺钉3,盖上盖板,恢复悬梁位置,并使主轴以最高速运转1h,轴承温升不应超过60℃。二、顺铣机构铣床加工零件时可采用顺铣和逆铣两种方式逆铣时,若工作台向右进给,则丝杠螺纹左侧与螺母螺纹右侧接触,螺纹左侧将出现间隙。这时由于铣刀作用在工件上的水平切削分力与进给运动方向相反,使丝杠螺纹的左侧始终与螺母螺纹的右侧接触,故切削过程是稳定的。顺铣时,主运动方向v与进给运动f的方向相同,若工作台向右进给,则丝杠螺纹右侧与螺母螺纹左侧仍存在间隙,此时铣刀作用在工件上的水平分力Ff与进给运动f方向相同,水平分力Ff一会通过工作台带动丝杠向