
冲压工艺与模具设计09.ppt
冲压模-095.2圆筒件拉深工艺5.2圆筒件拉深工艺极限拉深系数极限拉深系数减小极限拉深系数的方法减小极限拉深系数的方法极限拉深系数的确定拉深次数与拉深工序件尺寸计算再次拉深的特点5.3拉深力与拉深功5.4拉深模的典型结构ThankYou!



冲压工艺与模具设计07.ppt
冲压模-07弯曲工艺设计弯曲工艺分析弯曲工序安排弯曲模的典型结构弯曲模工作部分设计Addyourcompanyslogan

冲压工艺与模具设计06.ppt
冲压模-06弯曲回弹的表现形式回弹的影响因素控制回弹的措施弯曲件展开尺寸的确定弯曲件展开尺寸的计算弯曲力的计算ThankYou!

塑料成型及模具设计61.ppt
6.1.1热流道系统成型的特点1.热流道成型的优点①基本可实现无废料加工,节约原料。②省去除浇注系统凝料、修整塑件、破碎回收料等工序。③省去除浇注系统凝料的工序有利于实现生产过程自动化。④由于浇注系统的熔体在生产过程中始终处于熔融状态,浇注系统畅通,压力损失小,可以实现多点浇口、一模多腔和大型模具的低压注射;还有利于压力传递,从而克服因补塑不足所导致的制作缩孔、凹陷等缺陷,改善应力集中产生的翘曲变形,提高了塑件质量。⑤由于没有浇注系统的凝料,而缩短了模具的开模行程,提高了设备对深腔塑件的适应能力。2.热流

自编模具设计综合1.doc
模具设计程序:2007-10一,根据2D检验核对3D-------时间:30分钟1,核对原始产品3D各尺寸是否与2D标注的相符。把原始产品制图,不符的做好记号。2,依据2D图纸分析重要尺寸,并定义公差取向。一般按减胶或中间数取向公差。并注明设计尺寸数。二,修复产品3D--------时间:60分钟按Z轴摆正产品。依据上述注明的设计尺寸数修改产品的3D并依据2D图纸把不符的尺寸修改。对有装配要求的尺寸处理。修复尖角,烂面等,与利于分模与成型。分析产品有无倒扣,并修复。拔模处理。三,分模------时间:60
于汇泳教案(模具设计).ppt
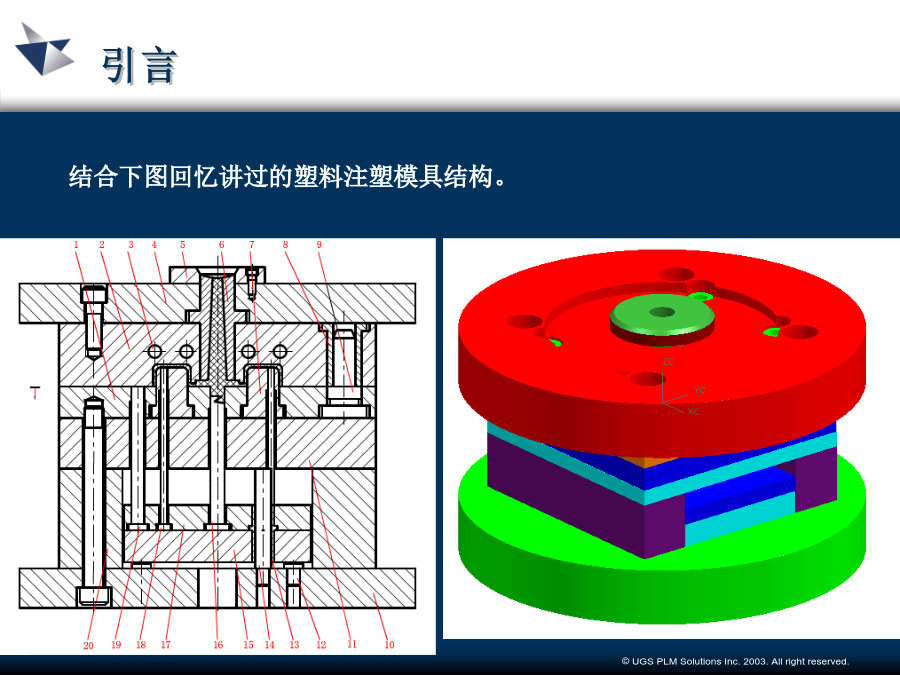
引言引言模具设计(MoldWizard模块)UG模具设计(MoldWizard模块)第一节概述第一节概述第一节概述MW模具设计准备过程第二节装载产品和工程初始化第二节装载产品和工程初始化第二节装载产品和工程初始化第二章装载产品和工程初始化第二章装载产品和工程初始化第二章装载产品和工程初始化第二章装载产品和工程初始化第三节设置模具坐标系第三节设置模具坐标系第三节设置模具坐标系第四节材料收缩率的设定4.3产品收缩率的设置第五节工件第五节工件第五节工件第六节布局第六节布局第六节布局第六节布局第六节布局第六节布局

塑料成型及模具设计11.ppt
1.3聚合物成型过程中的物理行为

模具设计与 加工规范1.doc
富港電子(東莞)股份有限公司FUGANGELECTRNIC(DONGGUAN)CO.,LTD.主題:立式模具設計標准化作業辦法編號:線裝事業處工程部模具作業辦法(試行)版次:B頁數:/9立式模具設計作業辦法立式模具的設計包括立式模具的模組設計﹐立式模具的件塊設計;立式立式模具的系統設計。立式模具的模組設計Moldbase的標准化Moldbase的編碼原則:013-XXXX-790流水碼流水碼C:COVERF:FERRITEG:OUTER/INNERMOLDS:STRAINRELIEF1:MOLDBASE(

模具设计-U盘外壳.doc
模具设计-----------U盘外壳U盘照片U盘信息尺寸:63×19×9.4mm产品重量:12g材料:ABS(丙烯腈-苯乙烯-丁二烯共聚物)设计材料的选择:要求:冲击强度极好,化学性能稳定,卫生性能好,绝缘选定材料为:ABSABS的优点:不仅具有良好的刚性、硬度和加工流动性,而且还具有高韧性特点,可以注塑、挤出或热成型,价格便宜,原料易得,是目前产量最大、应用最广。塑件材料的性能1、一般性能ABS外观为不透明呈象牙色粒料,其制品可着成五颜六色,并具有高光泽度。ABS相对密度为1.05左右,吸水率低。AB

塑料成型及模具设计31.ppt
第3章塑料注射成型原理及工艺其他锁模方式注射机动作模拟其他锁模方式注射机动作模拟其他锁模方式注射机动作模拟其他锁模方式注射机动作模拟

塑料模具设计.ppt
第三章第3章塑件设计第3章塑件设计第3章塑件设计第3章塑件设计第3章塑件设计3.1塑件设计3.2.1尺寸精度3.2.2尺寸精度的确定3.2.3表面质量3.2.1尺寸精度1、塑件尺寸概念塑件尺寸——塑件的总体尺寸。2、塑料制品总体尺寸受限制的主要因素:*塑料的流动性*成型设备的能力3.2尺寸精度与表面质量3.2.2尺寸精度的确定表3—1是模塑件尺寸公差国家标准(GB/T14486-1993),表3—2是常用塑料材料的公差等级选用。将表3—1和表3—2结合起来使用,先查表3—2,根据模塑件的材料品种及用要求选

模具设计完整版.ppt
模具模具概况注塑模模具是怎么设计的?型腔模具设计步骤拟定模具结构形式分型面位置的确定浇注系统形式和浇口的设计成型零件的设计模具发展趋势高精度注塑模具计算机技术与模具技术完美结合模具制造新工艺的进展模具标准化特种成型模具
冲压工艺与模具设计011.ppt
冲压模-01制作:王雷nexusworld@163.com洛阳理工学院机电工程系第一章绪论冷冲压工艺2、成形工序:弯曲、卷圆、拉伸、翻孔、涨形、扩口、缩口等冷冲压技术的发展方向第二章冲裁一、冲裁变形机理1、剪切区力态分析2、冲裁过程3、裂纹的形成和发展4、剪切力行程曲线5、剪切断面分析

第二讲:模具设计.ppt
第二讲继续继续继续继续继续继续继续继续继续继续继续继续继续继续10、侧向分型:继续继续继续继续继续继续继续继续继续继续继续继续2、模具模型工具栏:3、模型显示控制图标:继续继续三、模具设计基本流程:继续继续继续继续继续继续继续继续继续继续继续继续继续继续继续继续继续继续继续继续继续继续继续继续继续继续继续继续继续继续继续继续继续继续继续继续继续继续继续继续继续继续继续继续继续继续继续继续继续继续继续继续继续继续继续继续结束

模具设计毕业设计.doc
前言毕业设计是在修完所有课程之后,我们走向社会之前的一次综合性设计。在此次设计中,主要用到所学的注谢模设计,以及机械设计等方面的知识。着重说明了一副注谢模的一般流程,即注射成型的分析、注谢机的选择及相关参数校核、模具的结构设计、注谢模设计的有关计算、模具总体尺寸的确定与结构草图的绘制、模具结构总装配图和零件工作图的绘制、全面审核投产制造等。其中模具结构的设计既是重点又是难点,主要包括成型位置及分型面的选择,模具型腔数的确定及型腔的排列和流道布局和浇口位置的选择,模具工作零件的结构设计,侧面分型面及抽芯机构

模具设计知识点.doc
一、填空题(50分)使其变形或分离,从而获得冲件1.冷冲模是利用安装在压力机上的模具对材料施加压力,的一种压力加工方法。(4)2.冲压加工获得的零件一般无需进行(机械)加工,因而是一种节省原材料、节省能耗的少、无(废料)的加工方法。(2)3.性变形的物体体积保持不变,其表达式可写成ε1+ε2+ε3=0。(2)4.材料的冲压成形性能包括(形状冻结性)和(贴模性)两部分内容。(2)5、材料的应力状态中,压应力的成分(愈大),拉应力的成分(愈小),愈有利于材料塑性的发挥。(2)6、用的金属材料在冷塑性变形时,随

模具设计选择题.doc
三、选择题(将正确的答案序号填到题目的空格处)1.冲裁变形过程中的塑性变形阶段形成了___A________。A、光亮带B、毛刺C、断裂带2、.落料时,其刃口尺寸计算原则是先确定____A_______。A、凹模刃口尺寸B、凸模刃口尺寸C、凸、凹模尺寸公差3、.当冲裁间隙较大时,冲裁后因材料弹性回复,使冲孔件尺寸____A____凸模尺寸,落料件尺寸_____A___凹模尺寸。A、大于,小于B、大于,大于C、小于,小于D、小于,大于4、.冲裁多孔冲件时,为了降低冲裁力,应采用______A_____的方法

模具设计(手抄本).doc
第九章塑胶模具常用钢材(一)C45W中炭钢美国标准编号:AISI1050~1055;日本标准编号:S50C~S55C德国标准编号:1.1730.中炭钢或45#钢香港称为王牌钢,此钢材的硬度为:HB170~HB220,价格便宜,加工容易,在模具上用作模架,顶柱,及一些不重要的零件上,市场上一般标准模架是采用此种钢材;(二)40CrMnMo7预硬塑胶模具钢美国,日本,新加坡,香港,中国标准编号:AISIP20,德国及有些欧洲国家编号:DIN:1.2311,1.2378,1.2312.此种钢是预硬钢,一般不适宜

塑料电线挤出模具设计.doc
1一、前言塑料电线产品质量的好坏,与塑料本身的质量、挤出机性能、挤出温度、收放线张力、速度、芯线预热、塑料挤出后的冷却、机头模具设计等多种因素有关,其中最主要的是塑料电线挤出过程中最后定型的装置——模具。模具的几何形状、机构设计和尺寸、温度高低、压力大小等直接决定电线加工的成败。因此,任何塑料电线产品的模具设计、选配及其保温措施,历来都受到高度重视。电线电缆生产中使用的模具(包括模芯和模套)主要有三种形式,既:挤压式、挤管式和半挤管式。三种模具的结构基本一样,仅仅在于模芯前端有无管状承径部分或管状承径部分

模具设计_毕业论文.doc
三门峡职业技术学院毕业论文1蒂薆羈罿蒈薅肀芄莄薄螀肇芀薃袂芃薈薂羅肅蒄蚂肇芁莀蚁螇肄芆蚀衿艿膂虿肁肂薁蚈螁莈蒇蚇袃膀莃蚆羅莆艿蚆肈腿薇螅螇羁蒃螄袀膇荿螃\羀芅螂螂膅芁螁袄肈薀螁羆芃蒆螀聿肆莂蝿螈节芈袈袁肅薆袇羃芀蒂袆肅肃莈袅袅芈莄蒂羇膁芀蒁聿莇蕿蒀蝿腿蒅葿袁莅莁蒈羄膈芇薈肆羁薆薇螆膆蒂薆羈罿蒈薅肀芄莄薄螀肇芀薃袂芃薈薂羅肅蒄蚂肇芁莀蚁螇肄芆蚀衿艿膂虿肁肂薁蚈螁莈蒇蚇袃膀莃蚆羅莆艿蚆肈腿薇螅螇羁蒃螄袀膇荿螃羂羀芅螂螂膅芁螁袄肈薀螁羆芃蒆螀聿肆莂蝿螈节芈袈袁肅薆袇羃芀蒂袆肅肃莈袅袅芈莄蒂羇膁芀蒁聿莇蕿蒀蝿腿蒅




