如果您无法下载资料,请参考说明:
1、部分资料下载需要金币,请确保您的账户上有足够的金币
2、已购买过的文档,再次下载不重复扣费
3、资料包下载后请先用软件解压,在使用对应软件打开
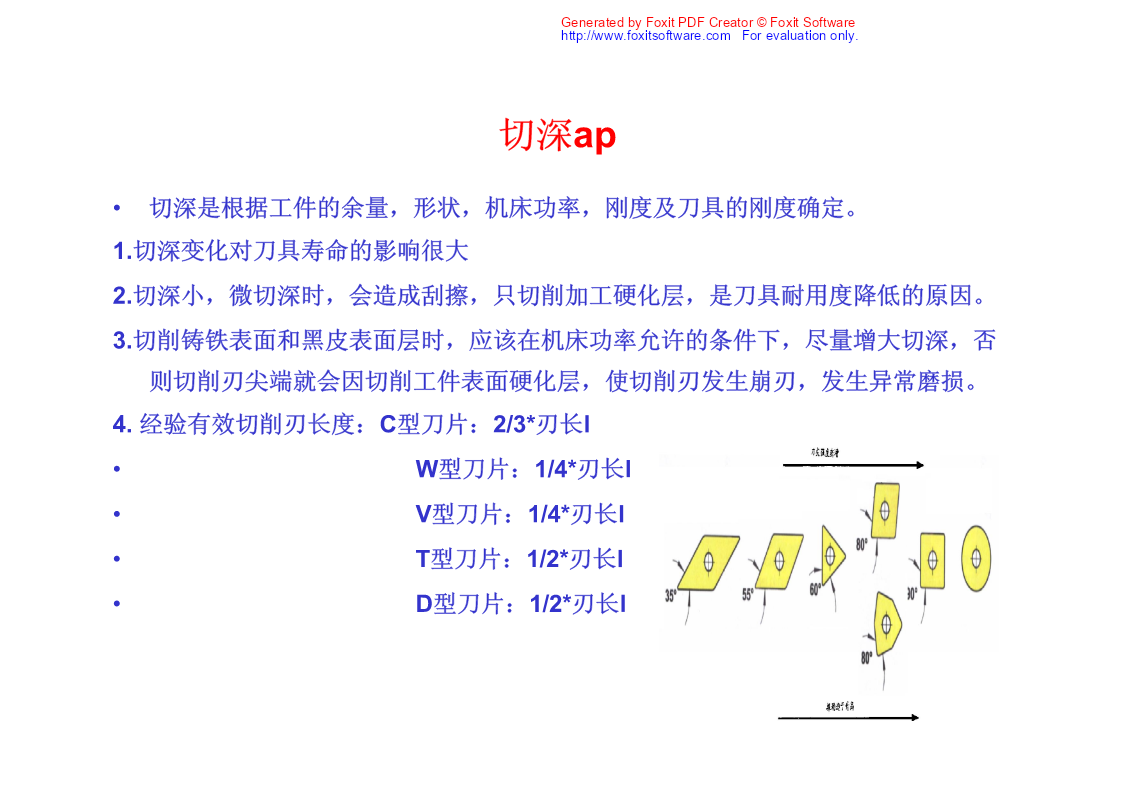
GeneratedbyFoxitPDFCreator©FoxitSoftwarehttp://www.foxitsoftware.comForevaluationonly.切削要素对加工的影响GeneratedbyFoxitPDFCreator©FoxitSoftwarehttp://www.foxitsoftware.comForevaluationonly.切削速度Vc•切削速度对刀具耐用度的影响很大,提高切削速度,使切削温度上升,刀具耐用度大大缩短,但加工效率高。•1.样本切削速度是以刀具寿命30分钟给出的,切削速度提高20%,刀具耐用度降低1/2;切削速度提高50%,刀具耐用度降至原来的1/5。•2.低切削速度(切速20-40m/min)时,易产生振动,刀具耐用度亦低。•3.同种材料硬度高,切速应下降;硬度低,切速应上升。•4.切削速度提高,表面粗糙度好;切削速度下降,表面粗糙度差。GeneratedbyFoxitPDFCreator©FoxitSoftwarehttp://www.foxitsoftware.comForevaluationonly.进给量f•在车削过程中工件每转一转,车刀前进的量即进给量。•进给量与加工表面粗糙度有很大的关系,通常按表面粗糙度要求确定进给•1.进给量应大于倒棱宽度,否则无法断屑,一般取倒棱宽度的两倍左右•2.进给量大,切屑层厚度增加,切削力增大•3.进给量大,相应需要较大的切削功率•进给量的影响•1.进给量小,后面磨损大,刀具耐用度很快降低•2.进给量大,切削温度升高,后刀面磨损增大,但它对刀具耐用度的影响比切削速度小•3.进给量大,加工效率高,所以刀具寿命变相增加。•4.进给量在0.1-0.4之间,对后刀面的影响较小,视具体情况而定。经验公式f粗=0.5*刀尖半径GeneratedbyFoxitPDFCreator©FoxitSoftwarehttp://www.foxitsoftware.comForevaluationonly.切深ap•切深是根据工件的余量,形状,机床功率,刚度及刀具的刚度确定。1.切深变化对刀具寿命的影响很大2.切深小,微切深时,会造成刮擦,只切削加工硬化层,是刀具耐用度降低的原因。3.切削铸铁表面和黑皮表面层时,应该在机床功率允许的条件下,尽量增大切深,否则切削刃尖端就会因切削工件表面硬化层,使切削刃发生崩刃,发生异常磨损。4.经验有效切削刃长度:C型刀片:2/3*刃长l•W型刀片:1/4*刃长l•V型刀片:1/4*刃长l•T型刀片:1/2*刃长l•D型刀片:1/2*刃长lGeneratedbyFoxitPDFCreator©FoxitSoftwarehttp://www.foxitsoftware.comForevaluationonly.各种刀片的对应最大切深允许的最大切深ISO车刀片额定尺寸粗加工中等加工030406070809101112151619202225正型50%.lDDDD负型60%.l75%.lDDD正型25%.lDDD负型25%.l50%.lDD正型30%.l50%.lDDDDDDD负型正型60%.lDDD负型60%.l75%.lDDDD正型30%.lDD负型30%.l50%.lDD正型15%.lDD负型正型50%.lDDDD负型60%.l75%.lDDDGeneratedbyFoxitPDFCreator©FoxitSoftwarehttp://www.foxitsoftware.comForevaluationonly.刀尖半径R•刀尖圆弧半径对刀尖强度和加工表面粗糙度影响很大,一般宜取进给量的2-3倍•刀尖圆弧半径的影响•1.刀尖圆弧半径R大,表面粗糙度下降•2.刀尖圆弧半径R大,刀尖强度增大•3.刀尖圆弧半径R大,切削力增加,可导致产生振动•4.刀尖圆弧半径R大,刀具后面,前面磨损减少•5.刀尖圆弧半径R过大,断屑性能差•适用范围•小径大径•切深小的精加工切黑皮,断续切削•细长轴加工粗加工,大直径工件时•机床刚度差机床刚度好GeneratedbyFoxitPDFCreator©FoxitSoftwarehttp://www.foxitsoftware.comForevaluationonly.刀片圆角的选择大圆角刀片大圆角刀片的切削刃最为坚固。大圆角一方面构成刀片的副刀刃,另外一方面构成工件的轮廓。因为不可能形成一个平整的加工表面,所以大圆角刀片主要用于粗加工。刀尖圆角圆刀片Ra/Rzummmmm0.4/1.61.6/6