如果您无法下载资料,请参考说明:
1、部分资料下载需要金币,请确保您的账户上有足够的金币
2、已购买过的文档,再次下载不重复扣费
3、资料包下载后请先用软件解压,在使用对应软件打开
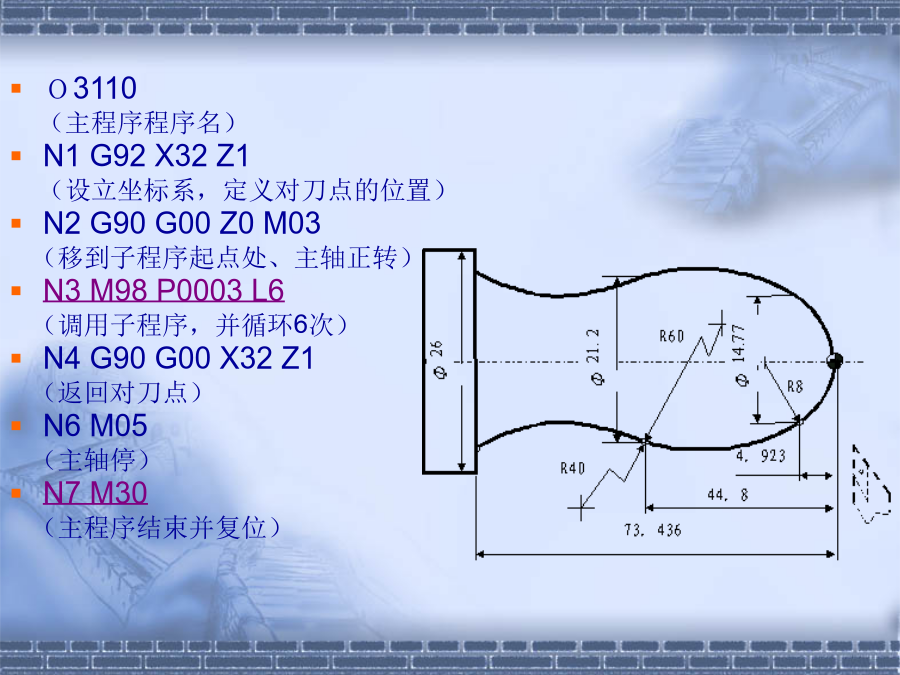
数控车床基本编程指令你还记得吗?倒角指令指令格式:G01X__Z__C__倒圆角指令指令格式:G01X__Z__R__圆弧插补指令指令格式:I__K__F__R__F__螺纹切削指令1.单行程螺纹切削指令指令格式:G32X__Z__F__内外径切削循环指令1.切削圆柱面指令格式:G80X__Z__F__2.切削圆锥面指令格式:G80X__Z__I__F__端面切削循环指令1.切削端平面指令格式:G81X__Z__F__2.切削圆锥端面指令格式:G81X__Z__K__F__内外径粗车复合循环指令指令格式:G71U(Δd)R(r)P(ns)Q(nf)X(Δx)Z(Δz)F(f)S(s)T(t)子程序调用指令指令格式:M98P__L__地址P设定调用的子程序号,地址L设定子程序调用重复执行的次数。如果忽略L地址,则默认为一次。当在程序中再次用M98指令调用同一个子程序时,L不能省略,否则M98程序段调用子程序无效。编程实例O3110(主程序程序名)N1G92X32Z1(设立坐标系,定义对刀点的位置)N2G90G00Z0M03(移到子程序起点处、主轴正转)N3M98P0003L6(调用子程序,并循环6次)N4G90G00X32Z1(返回对刀点)N6M05(主轴停)N7M30(主程序结束并复位)O0003(子程序名)N1G01G91X-24F100(进刀到切削起点处,注意留下后面切削的余量)N2G03X14.77Z-4.923R8(加工R8圆弧段)N3X6.43Z-39.877R60(加工R60圆弧段)N4G02X2.8Z-28.636R40(加工切R40圆弧段)N5G01X8(离开已加工表面)N6Z73.436(回到循环起点Z轴处)N7G01X-9.6F100(调整每次循环的切削量)N8M99(子程序结束,并回到主程序)例2.按例图所示,车削工件的Φ40mm外圆并车槽。1号外圆车刀为基准刀,2号刀为车槽刀,主切削刃宽3mm,刀位点取在左刀尖。O0210(主程序)N1G92X70Z30N2M06T0100N3M03N4G90G00X40Z2N5G01Z-36F250N6G00X50Z20N7M06T0202N8G00X42Z0N9M98P0211L3N10Z-5N11M98P0211L1N12G90X50Z20N13T0200N14M05N15M02O0211(子程序)N1G91X0Z-6N2G01X-6F15N3G04X2N4G00X6N5M99习题:例图所示,编写工件的加工程序。技术条件:该工件毛坯为Φ35尼龙棒,要求五次循环加工完成,其中后四次的吃刀量为1.5mm。