如果您无法下载资料,请参考说明:
1、部分资料下载需要金币,请确保您的账户上有足够的金币
2、已购买过的文档,再次下载不重复扣费
3、资料包下载后请先用软件解压,在使用对应软件打开
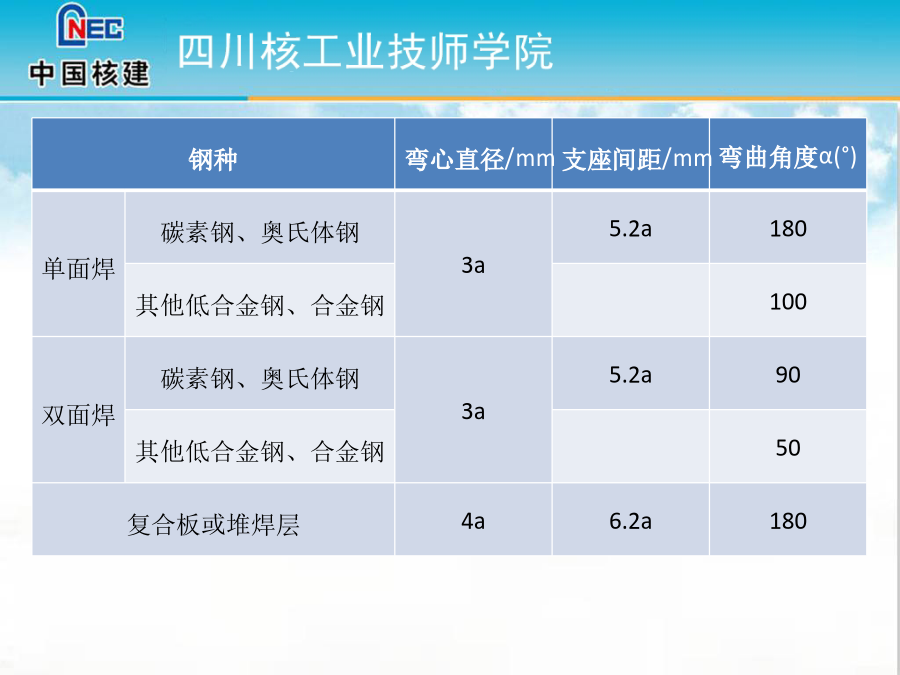
焊接接头的破坏性检测一、焊接接头的化学成分分析二、焊接接头的力学性能试验(二)材料的冲击试验以测定材料冲击韧度的试验方法称为冲击试验。1.冲击试验的试样(1)试样的切取方向(2)试样的缺口形式2.焊接接头的冲击试验3.冲击试验的方法(三)材料的弯曲试验弯曲试验是一项工艺性能试验。通过冷弯试验,可检测材料或焊接接头受拉面上的塑性变形能力及缺陷的显示能力。试验过程是将按规定制作的试样支持在压力机或万能材料试验机上,在规定的支点间距上用一定直径的弯心对试样施力,使其弯曲到背部焊缝开裂时停业施压,检测试样弯曲的角度β,将获取α=180°-的值。检查试样承受冷变形能力。钢种三、焊接接头的金相检验1.角焊缝工艺评定中的宏观金相检验在对角焊缝作工艺评定时,其检验项目之一是对焊缝截面作宏观金相检验。现以板材的角焊缝为例进行说明,首先将试件两端各舍去25mm,然后沿试件横向等分切取5个试样,每块试样取一个面进行金相检查,但任意两检测面不得为同一切口的两个侧面,经检查后,焊缝根部不得有未焊透部分,焊缝和热影响区不得有裂纹和未熔合。2.测定焊后状态铬镍奥氏体型不锈钢焊缝或堆焊金属的铁素体含量四、保证力学性能试验可靠的条件在进行力学性能试验时,应特别注意以下几个问题:1)试板和试样的取样部位必须符合规定2)被检验的实物及委托单上必须有标记3)必须保证试样加工符合规定的精度和形位公差4)试验所使用的仪器设备必须状态良好,计量刻度数据显示准确可靠,误差符合规定渗透探伤渗透探伤是在被检焊件上浸涂可以渗透的带有荧光的或红色的染料,利用渗透剂的渗透作用,显示表面缺陷痕迹的一种无损检测方法。该法具有操作简单、成本低廉、不受材料性质的限制等优点,广泛应用于各种金属材料和非金属材料构件的表面开口缺陷的质量检验。第一节渗透探伤的原理、方法及应用一、渗透探伤的基本原理当被检工件表面涂覆了带有颜色或荧光物质且具有高度渗透能力的渗透液时,在液体对固体表面的湿润作用和毛细管作用下,渗透液渗透人焊件表面开口缺陷中,然后,将焊件表面多余的渗透液清洗干净,注意保留渗透到缺陷中的渗透液,再在焊件表面涂上一层显像剂,将缺陷中的渗透液在毛细作用下重新吸附到焊件表面,从而形成缺陷的痕迹,通过直接目视或特殊灯具,观察缺陷痕迹颜色或荧光图像对缺陷性质进行评定,这就是渗透探伤的基本原理。渗透探伤的基本原理二、渗透探伤的常用方法根据不同的显像方式,则不同的渗透剂及显像剂,常用的渗透探伤方法有如下几种:1.着色渗透探伤法2.荧光渗透探伤法3.水洗型渗透探伤法4.溶剂去除渗透探伤法5.干式显像渗透探伤法6.湿式显像渗透探伤法三、渗透探伤法在焊接生产中的应用在焊接生产领域中要求作渗透探伤的场合有以下几种情况。1)材料标准抗拉强度σb>540MPa的钢制压力容器上的C类和D类焊缝。2)名义厚度δn>16mm的12CrMo及15CrMo钢制容器,其他任意厚度的Cr-Mo低合金钢制容器上的C类和D类焊缝。3)堆焊表面。4)复合钢板的复合层焊缝。5)上述1)、2)条中所指材料经火焰切割的坡口表面。6)上述1)、2)条中所指材料,焊后经缺陷修磨或补焊处的表面。7)上述1)、2)条中所指材料,在组装对接时临时焊在工件表面上的卡具、拉肋等,组焊完成后拆除处的焊痕表面。渗透探伤主要用于高强度级别的钢材。由于这类钢材焊接工艺性不好,易于在焊缝表面及加工表面产生缺陷,而使用中不允许有任何裂纹和分层存在,所以,必须经渗透探伤检验。第二节渗透探伤操作的基本过程一般把渗透探伤的过程分为八个步骤。一、探伤前的预清理二、焊件表面的渗透处理三、焊件的乳化处理四、焊件的清洗处理五、焊件的干燥处理六、焊件表面的显像处理七、显像缺陷痕迹观察八、探伤后焊件的处理一、预清洗对象:油脂、涂料、铁锈、氧化皮、其他污物。方法:溶剂清洗、蒸汽清洗、涂膜剥离、碱洗、酸洗。区域:扩展25mm以上。二、渗透处理方法:浸滞、刷涂、喷涂。时间:依渗透剂种类、材质、缺陷、温度而定。一般5~10min。温度:15~50℃。三、乳化处理这一操作步骤是仅对采用后乳化型渗透剂时才必要。因为渗透剂中大多以不溶于水的有机物作为着色剂的溶剂,所以无法直接用水进行清洗,如果用水清洗,则必须先作乳化处理。时间:2~5min。其余同渗透。四、清洗无论采用何种类型的渗透剂,清洗处理都是必不可少的步骤。其目的是为了去除附着在被检焊件表面上多余的渗透剂,在处理过程中,既要防止处理不足而造成对缺陷识别的困难,同时也要防止处理过度而使渗入缺陷中的渗透剂也被洗去,用荧光渗透剂时,可在紫外线照射下边观察处理程度,边进行操作。水压小于0.3MPa,角度小于45度。溶剂清洗主要注