如果您无法下载资料,请参考说明:
1、部分资料下载需要金币,请确保您的账户上有足够的金币
2、已购买过的文档,再次下载不重复扣费
3、资料包下载后请先用软件解压,在使用对应软件打开
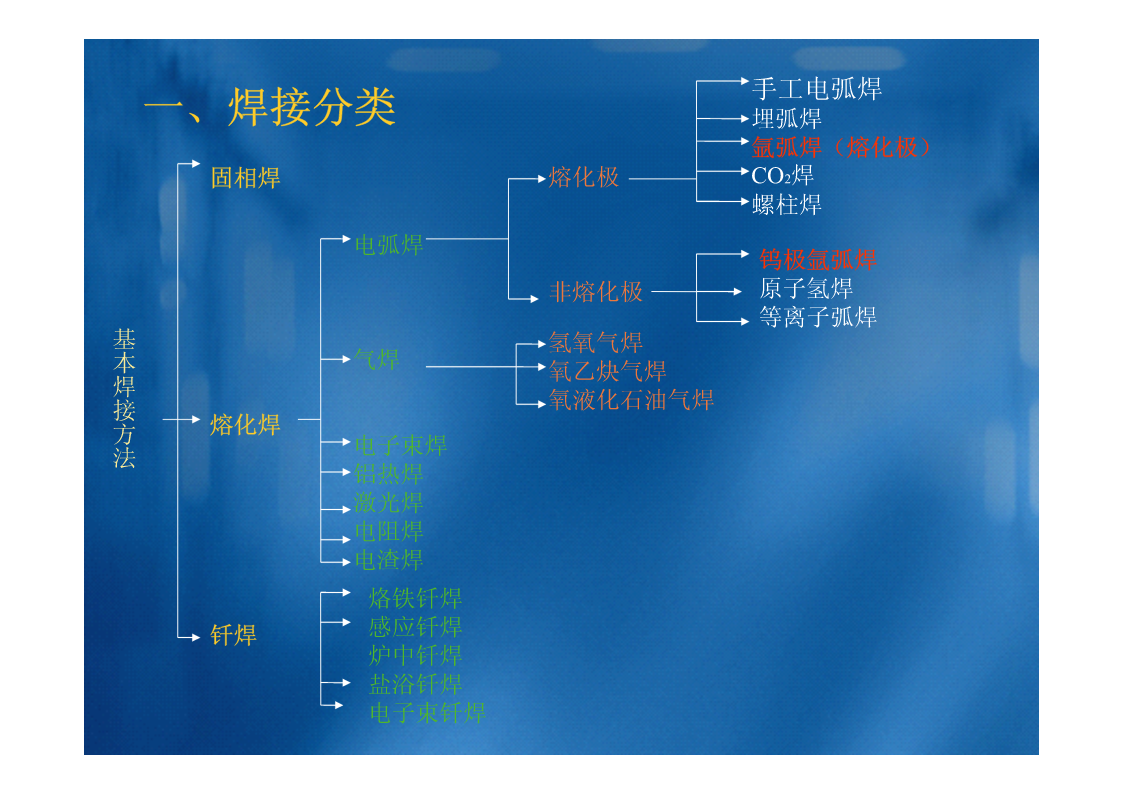
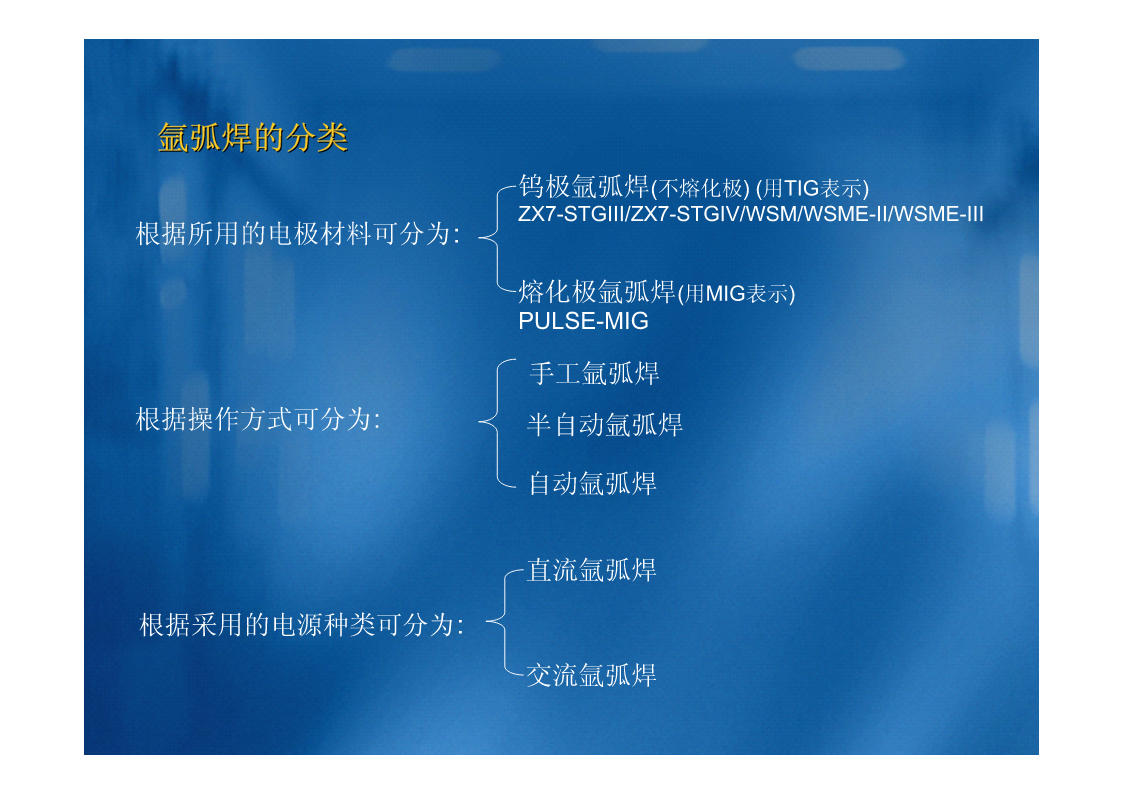
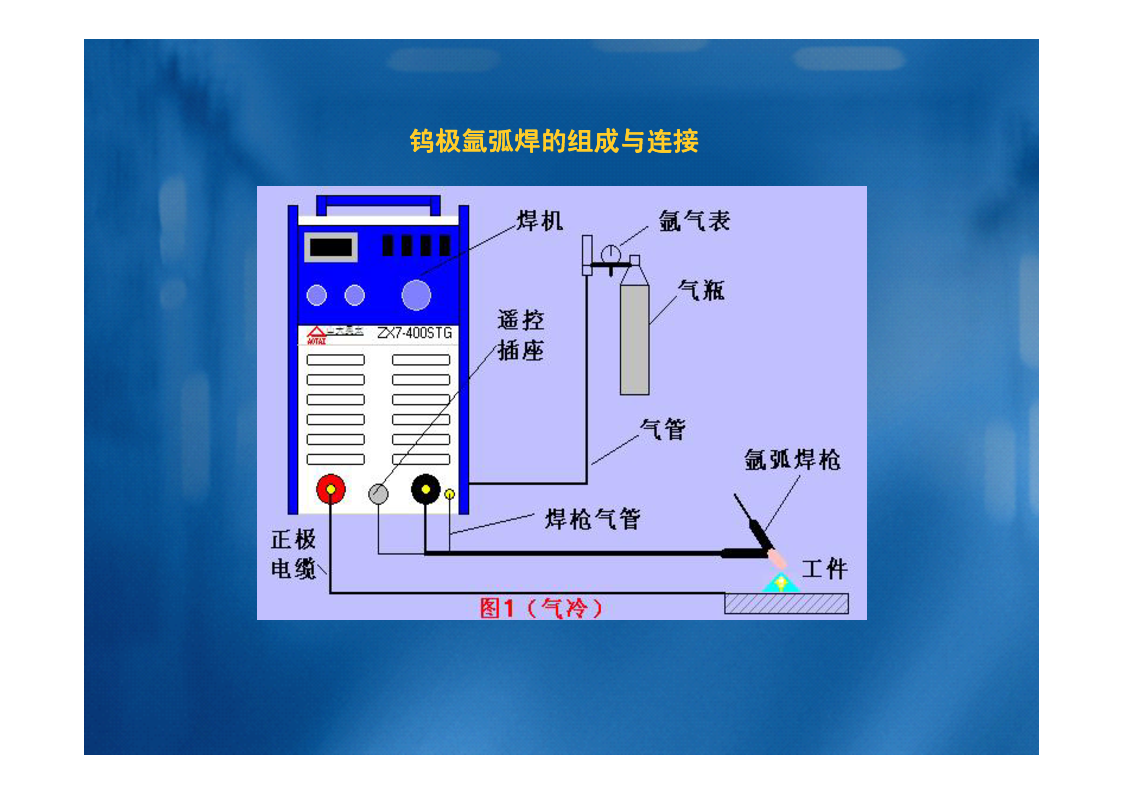
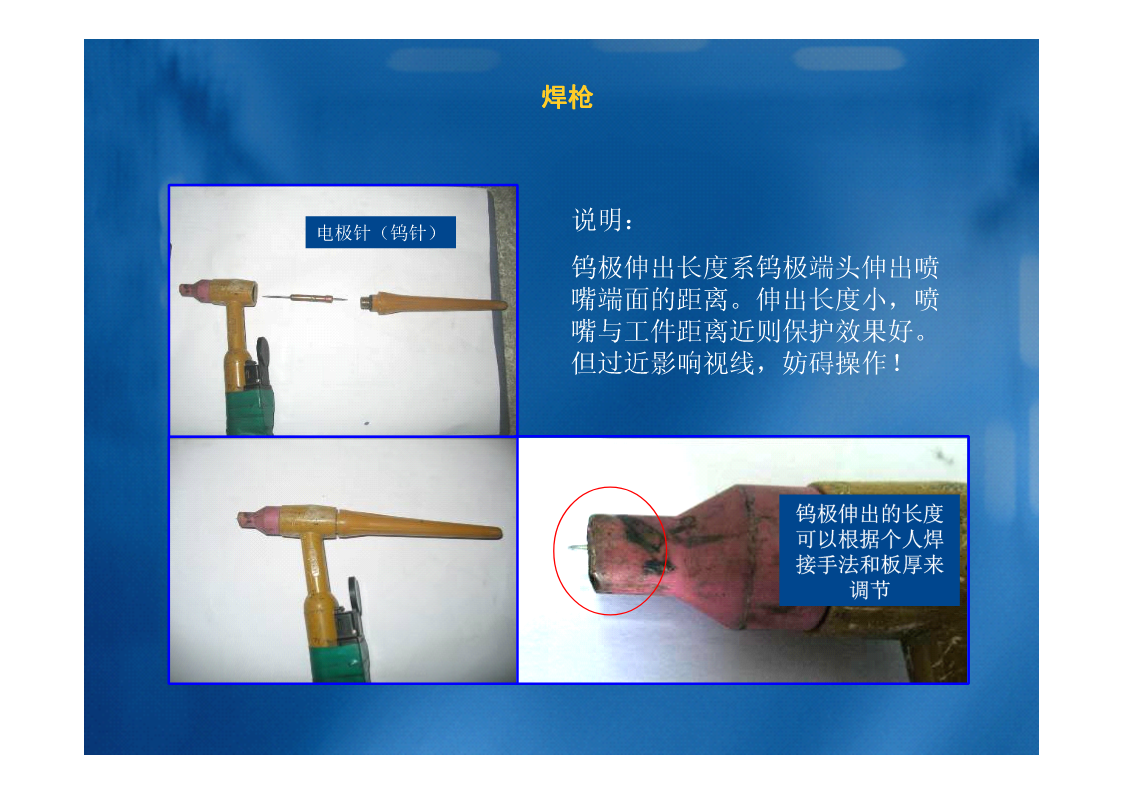
钨极氩弧焊培训资料孔钟手工电弧焊一、焊接分类埋弧焊氩弧焊(熔化极)固相焊熔化极CO2焊螺柱焊电弧焊钨极氩弧焊非熔化极原子氢焊基等离子弧焊本氢氧气焊焊气焊氧乙炔气焊接氧液化石油气焊方熔化焊法电子束焊铝热焊激光焊电阻焊电渣焊烙铁钎焊钎焊感应钎焊炉中钎焊盐浴钎焊电子束钎焊氩弧焊的分类钨极氩弧焊(不熔化极)(用TIG表示)ZX7-STGIII/ZX7-STGIV/WSM/WSME-II/WSME-III根据所用的电极材料可分为:熔化极氩弧焊(用MIG表示)PULSE-MIG手工氩弧焊根据操作方式可分为:半自动氩弧焊自动氩弧焊直流氩弧焊根据采用的电源种类可分为:交流氩弧焊2.TIG焊的特点可焊接所有焊接性能好,无飞溅、成型好工业用金属、合金。、变形小、焊后修整简单。适用于各种结构、特点焊接范围广,可适用形状的全位置焊接0.3㎜以上不同板厚气体保护、不用药剂,作业性好,明弧操作,无残留药剂的腐蚀问题。便于观察和控制熔池与手工焊比:焊接成本较高,抗风能力差,设备较复杂。钨极氩弧焊的原理钨极惰性气体保护焊是指在惰性气体的保护下,利用钨电极和工件间产生的电弧热熔化母材和填充焊丝(可以不用焊丝)的一种焊接方法。惰性气体有二氧化碳、氩气等。而氩气作为保护气体最好。铈钨极最常用。为什么选用铈钨极?目前,常用的钨极有钍钨极、纯钨极、铈钨极三种。纯钨极的熔点和沸点都很高,要求空载电压较高,承载电流能力较小;钍钨极加入了氧化钍,可降低空载电压,改善引弧稳弧性能,增大许用电流范围,但有微量放射性;铈钨极比钍钨极更容易引弧,更小的钨极损耗,放射剂量也低的多。因此,采用铈钨极。氩气(Ar)氩气是无色、无味的气体,密度比空气大25%。氩气瓶涂成灰色,并标明氩(Ar),罐满气后压力为14.7MPa。焊接时Ar%≥99.99%,氩气主要是从空气中分离制取。为什么用氩气作为惰性气体?与其他气体相比,氩气有以下优点:(1)氩气易引弧,电弧稳定;(2)氩气的密度大,已形成良好的保护罩,获得较好的保护效果;(3)氩气的原子质量大,具有很好的阴极清理效果;(4)氩气相对便宜,广泛应用于工业生产中。钨极氩弧焊的组成与连接焊枪说明:电极针(钨针)钨极伸出长度系钨极端头伸出喷嘴端面的距离。伸出长度小,喷嘴与工件距离近则保护效果好。但过近影响视线,妨碍操作!钨极伸出的长度可以根据个人焊接手法和板厚来调节3.钨极氩弧焊焊接工艺参数•电源种类和极性•氩气流量•钨极直径•喷嘴直径•焊接电流•喷嘴与焊件间的距离•电弧电压•钨极伸出长度•焊接速度(一)TIG焊的电源种类和极性TIG焊的电源种类和极性:直流:正接反接交流:正弦交流变极性方波交流它们各有不同的特点和适用场合,应正确选择。极性优点缺点应用正接电极载流能没有阴极清用于大多数(DCEN)力强、熔深理作用的焊接场合大、钨极烧(除Al、Mg损少、引弧外)容易反接有阴极清理电极载流能实际很少采(DCEP)作用力弱、熔深用小、钨极烧损严重、引正接与反接弧困难焊接效果图采用直流反接时,焊件是阴极,质量较大的氩正离子流向焊件,撞击金属熔池表面,可将铝、镁等金属表面致密难熔的氧化膜击碎,这种现象称为“阴极破碎”作用。但是直流反接时,钨极因接正极温度较高,容易过热或烧损。所以,铝、镁及其合金一般不采用直流反接,而应尽可能使用交流电进行焊接。采用直流正接,没有“阴极破碎”作用,故适用于焊接不锈钢、耐热钢、钛、铜及其合金。•钨极电流承载能力及阴极清理作用(阴极雾化作用)的机理直流正、反接时带电粒子的运动如图:反接时如左图,工件为阴极,正离子向工件运动。因阴极区有很高的电压降,在电场作用下正离子高速撞击工件(上的氧化膜),使氧化膜破碎、分解而被清理掉。又由于阴极斑点总是优先在氧化膜处形成(那里电子逸出功低),阴极斑点又在邻近氧化膜上发射电子,继而氧化膜又被清但这时大量电子从工件向钨极运动,把大量能量交给钨极,导致其温度升高而烧除……损。要避免烧损,只有减小电流!(电流承载能力通常只有正接的1/10,电流太小,无实用价值。)正接时如右图,这时电子向工件运动,虽数量多,但体积、质量太小,不能击碎氧化膜,没有清理作用。但此时大量电子从钨极上发射,带走大量能量(对钨极产生冷却作用),所以钨极烧损少、电流承载能力大。(2)钨极直径与焊接电流钨极直径应根据焊接电流大小而定,焊接电流通常根据焊件的材质、厚度来选择。