如果您无法下载资料,请参考说明:
1、部分资料下载需要金币,请确保您的账户上有足够的金币
2、已购买过的文档,再次下载不重复扣费
3、资料包下载后请先用软件解压,在使用对应软件打开
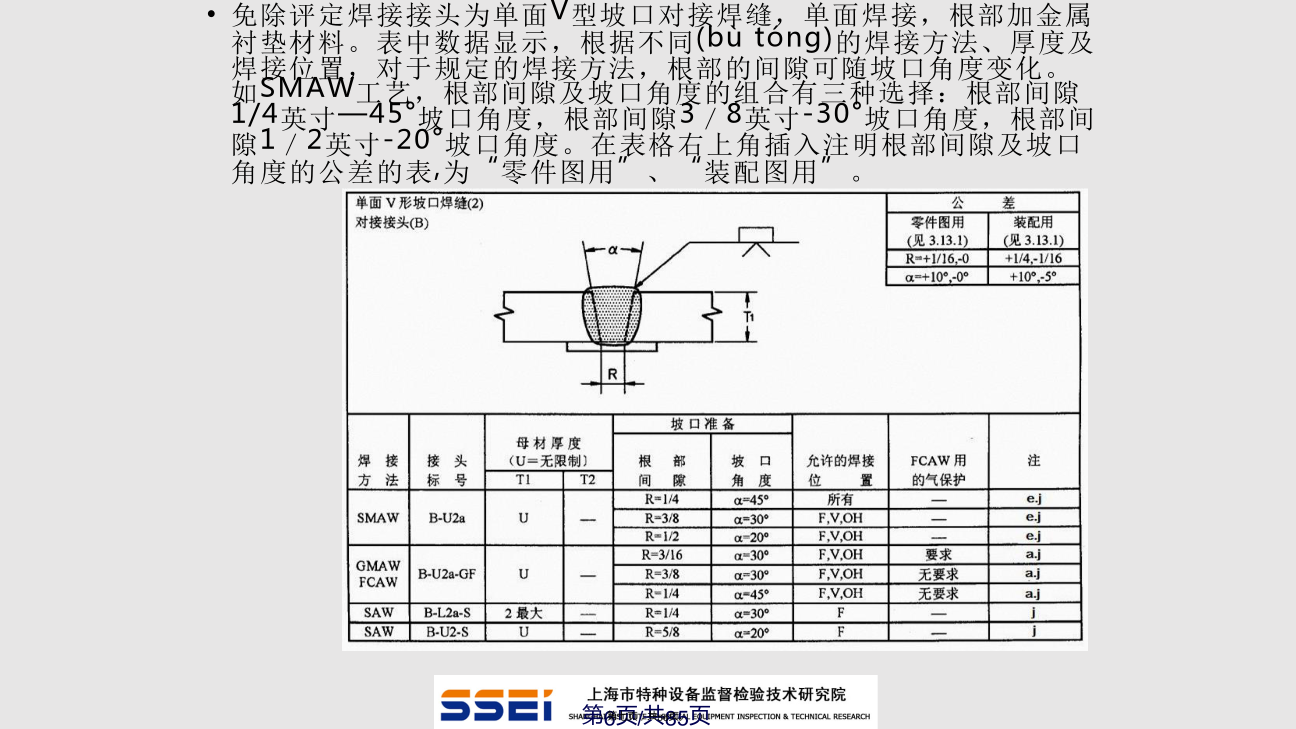
锅炉检验师焊接(hànjiē)评定主要(zhǔyào)内容一、焊接工艺(gōngyì)评定NB47014-2011承压设备焊接工艺评定在JB4708〈钢制压力容器焊接工艺评定〉的基础上修订完成适用范围从压力容器扩大到锅炉、压力容器和压力管道原来锅炉、压力容器和压力管道的工艺评定很多,现在只有一个《蒸汽锅炉安全技术监察规程》附录Ⅰ焊接工艺评定JB4708〈钢制压力容器焊接工艺评定〉GB151附录B〈换热管与管板接头的焊接工艺评定〉JB/T4734附录B〈铝容器焊接工艺评定〉JB/T4745附录B〈钛容器焊接工艺评定〉GB50236〈现场设备工业(gōngyè)管道焊接工程施工及验收规范〉SY/T0452〈石油天然气金属管道焊接工艺评定〉DL/T868〈焊接工艺评定规程〉石化行业〈石油化工工程焊接工艺评定〉焊接工艺(gōngyì)评定评定过程中第一个步骤是焊接工艺(gōngyì)的完善,这必须在焊工资格评定及产品焊接以前完成,一般情况下,进行焊接工艺(gōngyì)评定是显示以下各项的匹配性:1.母材2.焊接或钎焊填充金属3.焊接工艺(gōngyì)4.技术措施还必须注意到工艺(gōngyì)评定中没有对评定试验焊工的技能水平提出要求。许多规范认为进行工艺(gōngyì)评定对施焊的焊工自动进行评定,但是有的规范工艺(gōngyì)评定并不用于判定焊工的能力。国际上焊接工艺评定的三个途径:方法I:标准模型评定试验(shìyàn)方法II:工艺评定试验(shìyàn)方法III:免除评定的接头工艺美国焊接学会AWSD1.1“钢结构焊接规范”中。许多工艺都可以免除评定,在焊接领域是独一无二的。免除评定焊接接头为单面V型坡口对接焊缝,单面焊接,根部加金属衬垫材料。表中数据显示,根据不同(bùtónɡ)的焊接方法、厚度及焊接位置,对于规定的焊接方法,根部的间隙可随坡口角度变化。如SMAW工艺,根部间隙及坡口角度的组合有三种选择:根部间隙1/4英寸—45°坡口角度,根部间隙3/8英寸-30°坡口角度,根部间隙1/2英寸-20°坡口角度。在表格右上角插入注明根部间隙及坡口角度的公差的表,为“零件图用”、“装配图用”。1焊接工艺(gōngyì)评定目的需要工艺评定的焊缝(1)受压元件焊缝。(2)与受压元件相焊的焊缝。(3)上述(shàngshù)焊缝的定位焊缝。(4)受压元件母材表面堆焊、补焊。2焊接工艺评定(píngdìng)程序3焊接工艺评定的判定规则(替代(tìdài)准则)AWS一个主要的区别就是:产品焊缝的每一焊接位置(wèizhi)都必须进行工艺评定。ASME和API都使用了焊接工艺评定试验。ASME第九卷“焊接及钎焊评定”涉及到压力容器和管路制造中的焊接和钎焊评定。API1104“管路及相关设施的焊接标准”主要被美国管道工业在焊接工艺评定和焊工资格评定时使用。在ASME和API1104的体系中都确定了一些基本变素。一旦超出了这些规定的极限,就必须开展另一种工艺评定。这些基本变素包括焊接方法、焊接参数、母材类型、母材厚度、填充金属类型及尺寸、焊接工艺措施等。在ASME体系中,这些基本变素必须写入焊接工艺规程(WPS)中,必须注明每一变量的范围。因为(yīnwèi)如果超出了各个基本变素的极限范围,可能需要进行大量的评定试验以确保完全覆盖。试验条件记录于另一份文件——工艺评定报告(PQR)。因此,一份PQR可能对应着一系列的WPS文件,或反之。ASME工艺评定中有板材和管子两种形状的试件。在API中试件总是管子。焊接后按照规范要求截取试样和进行破坏性试验以判定是否合格在ASME体系中,平焊位置的工艺评定可以覆盖所有位置的评定,API则规定(guīdìng)按工作的不同要求,工艺评定的位置为固定或旋转,或是两者均做。但是,这二个位置的任何一个的评定不能覆盖另—个位置。(2)焊缝(hànfénɡ)试件分类板材对接焊缝(hànfénɡ)适用于管材对接焊缝(hànfénɡ),反之亦然;管板角接焊缝(hànfénɡ)适用于板材角接焊缝(hànfénɡ),反之亦然;对接焊缝(hànfénɡ)适用于角接焊缝(hànfénɡ)。任一角焊缝(hànfénɡ)试件评定合格的焊接工艺,适用于所有形式的焊件角焊缝(hànfénɡ)。/(3)焊接方法改变焊接方法,需重新评定。焊接方法的类别为:气焊、焊条电弧焊、埋弧焊、钨极气体保护焊、熔化(rónghuà)极气体保护焊(含药芯焊丝电弧焊)、电渣焊、等离子弧焊、摩擦焊、气电立焊和螺柱电弧焊。(4)焊接因素:接头(坡口),焊接材料(填充材料),预热和后热,气体,电特性,技术措施,焊接位置//试件焊接位置(wèizhi)及代号/位置