如果您无法下载资料,请参考说明:
1、部分资料下载需要金币,请确保您的账户上有足够的金币
2、已购买过的文档,再次下载不重复扣费
3、资料包下载后请先用软件解压,在使用对应软件打开
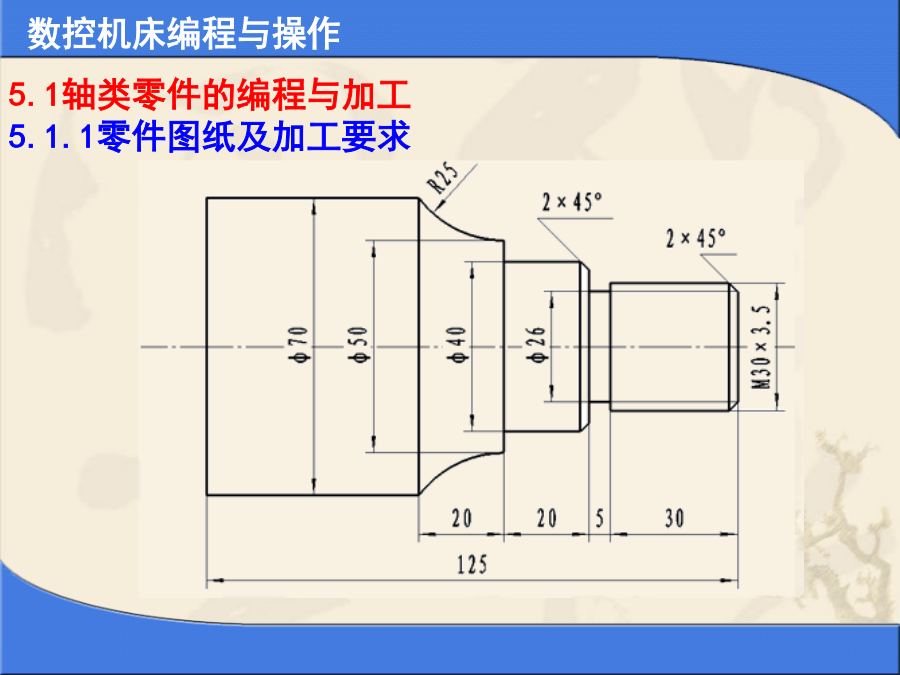
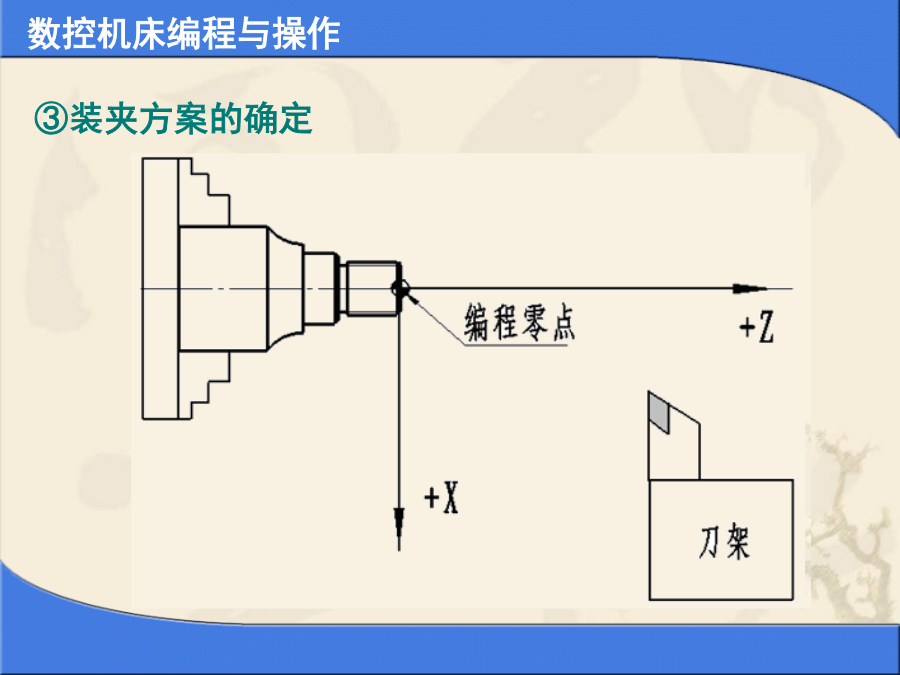
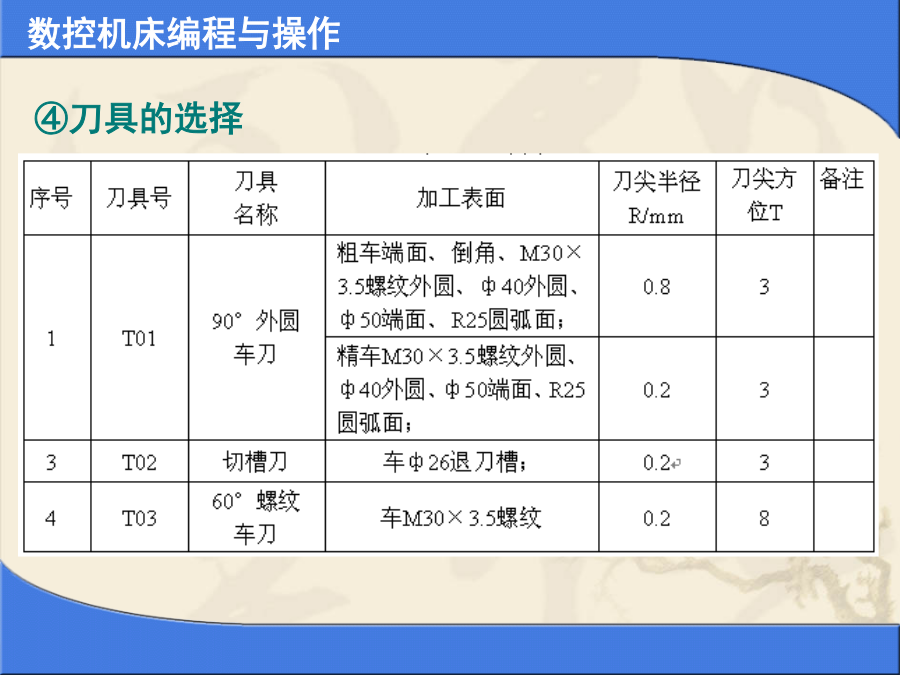
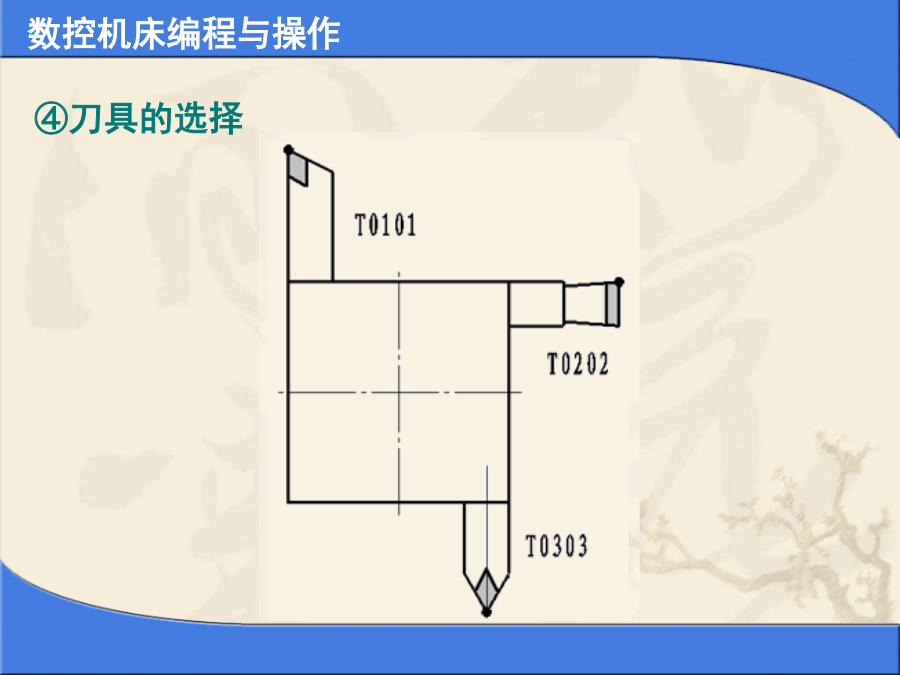
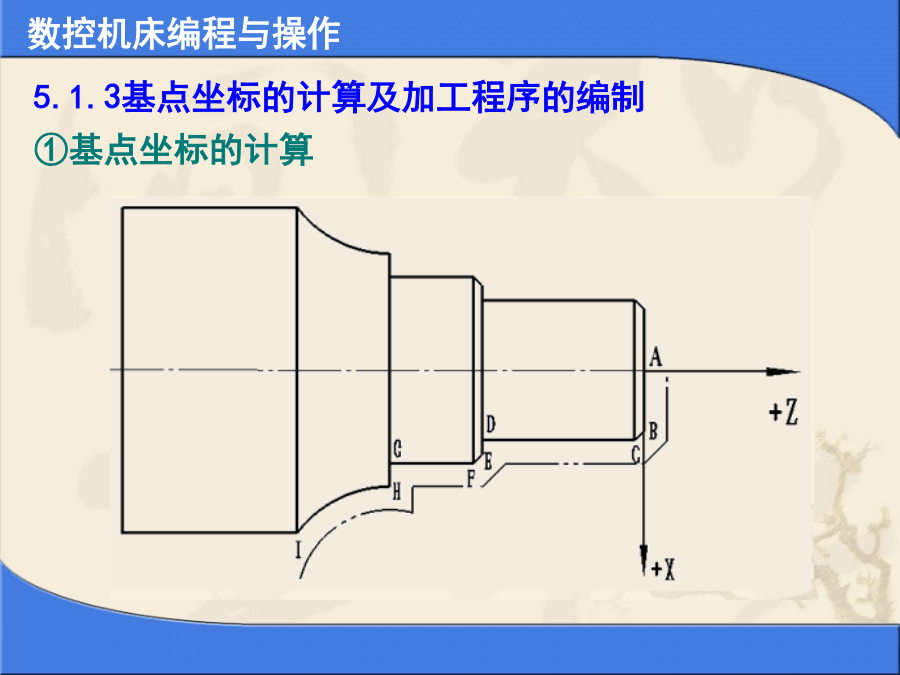
5.1轴类零件的编程与加工5.1.1零件图纸及加工要求5.1.2工艺分析①零件图分析可以看出该零件主要由外圆柱面、圆弧面、槽、螺纹、倒角几种表面组成,且零件的尺寸精度、形状精度、位置精度以及表面粗糙度要求不高,满足数控CK6142型车床的加工范围,因此采用CK6142型数控车床进行加工。因为零件的毛坯尺寸为ф70,加工后的最小部分尺寸为M30×3.5,加工余量较大,故将加工过程划分为粗加工阶段和精加工阶段,编成时采用固定循环指令G71和G70②加工路线的确定车端面→倒角→粗车M30×3.5螺纹外圆→ф40外圆→ф50端面→R25圆弧面;精车M30×3.5螺纹外圆→ф40外圆→ф50端面→R25圆弧面;车ф26退刀槽;车M30×3.5螺纹。③装夹方案的确定④刀具的选择④刀具的选择⑤切削用量的确定5.1.3基点坐标的计算及加工程序的编制①基点坐标的计算①基点坐标的计算②数控加工程序的编制5.1.4零件的数控加工5.2套类零件的编程与加工5.2.1零件图纸及加工要求5.2.2工艺分析①零件图分析分析上图,可以看出该零件主要由外圆柱面、圆弧面、内锥面、内螺纹、倒角等几种表面组成,且零件精度要求不高,满足数控CK6142型车床的加工范围,因此采用CK6142型数控车床进行加工。因为零件最大直径尺寸为,长度尺寸为,因此毛坯尺寸选择为为的短棒料。由于加工过程中余量较大,故将加工过程划分为粗加工阶段和精加工阶段,编程时采用固定循环指令G71和G70。②加工路线的确定装夹工件并注意装夹长度,手动钻孔、扩孔、车端面、扩孔直径为φ20mm。采用外圆粗、精车循环指令加工左端外形轮廓,保证尺寸和。采用内孔粗、精车循环指令加工内锥面。掉头装夹于直径处,采用外圆粗、精车循环指令加工右端外形轮廓。加工内螺纹,并用止通规检查。③装夹方案的确定④刀具的选择⑤切削用量的确定5.2.3基点坐标的计算及加工程序的编制①基点坐标的计算①基点坐标的计算②数控加工程序的编制5.2.4零件的数控加工