如果您无法下载资料,请参考说明:
1、部分资料下载需要金币,请确保您的账户上有足够的金币
2、已购买过的文档,再次下载不重复扣费
3、资料包下载后请先用软件解压,在使用对应软件打开
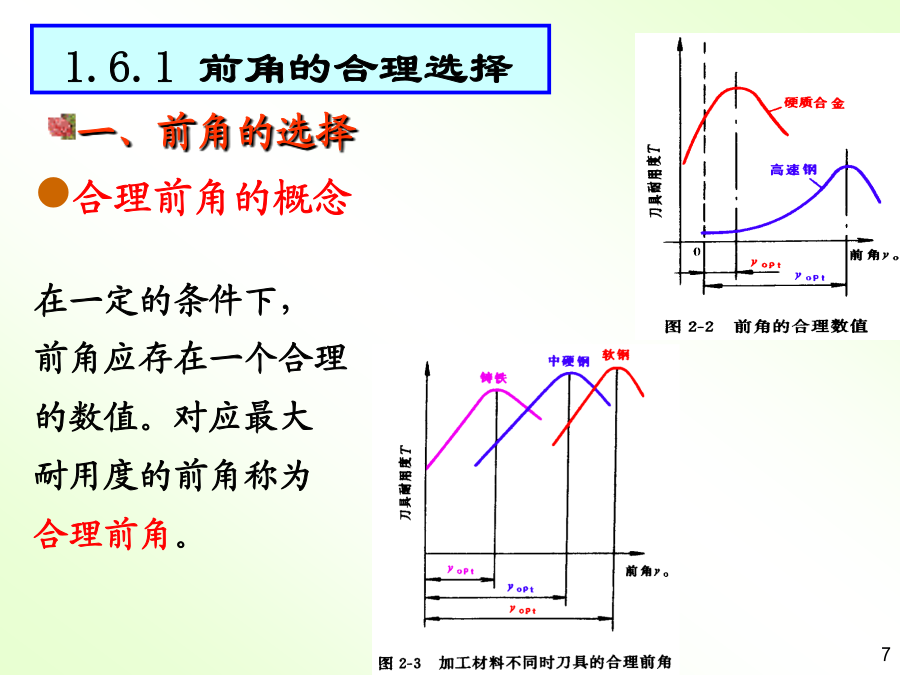
第1章金属切削加工基础知识刀具是直接进行切削加工的工具。切削过程中,切削力的大小,切削温度的高低,切屑的连续与碎断,刀具耐用度的高低,加工质量的好坏,生产效率和生产成本的高低,都与刀具几何参数的选择有很大关系。刀具几何参数包括刀具几何角度、切削刃的刃口形式、切削刃形状和刀面形式等内容。合理的刀具几何参数可保证工件加工质量,延长刀具寿命,提高生产效率,降低生产成本。前角的功用前角影响切削变形和摩擦,从而影响切削力、切削热和切削功率。前角影响刀具的锋利性,同时影响切削刃和刀头的强度及刀头散热条件。1)增大前角能减小切屑的变形,减少切削力,降低切削温度和动力消耗。2)增大前角能改善切屑对前刀面的摩擦,减少刀具磨损,提高刀具耐用度。γo1前角的作用前角的功用3)增大前角能改善加工表面质量,抑制积屑瘤的产生,减少切削振动。4)前角过大,将削弱刃口强度,减少散热体积,导致热应力集中,切削区局部温度升高,容易造成刀具破损和磨损。5)由于减小了切削变形,也不利于断屑。合理前角的概念在一定的条件下,前角应存在一个合理的数值。对应最大耐用度的前角称为合理前角。硬质合金车刀合理前角参考值前角的选择原则前角的选择原则倒棱倒棱有两个参数:倒棱前角和倒棱宽度。倒棱前角它的大小与刀具材料有关,高速钢刀具一般取0°,硬质合金刀具一般取-15°~-5°。倒棱宽度与加工性质、进给量有关。粗加工、进给量较大时,取较大值;精加工、进给量较小时,一般bγ1=0.2~1mm。12正前角平面型:正前角平面型式的特点为:制造简单能获得较锋利的刃口,但强度低,传热能力差。一般用于精加工刀具、成形刀具、铣刀和脆性材料的加工。正前角平面带倒棱型:此时,切屑仍沿前刀面而不沿倒棱流出。在切削塑性材料时,可按bγ1=(0.5~1.0)f、γol=-15°~-5°选取。用于粗切铸锻件或断续表面的加工。正前角曲面带倒棱型:这种型式是在正前角平面带倒棱的基础上,为了卷屑和增大前角,在前刀面上磨出一定的曲面而形成的,常用于粗加工或精加工塑性材料的刀具负前角单面型:当磨损主要发生在后刀面时,可制成负前角单面型。此时刀片承受压应力,具有好的刀刃强度。因此,常用于切削高硬度(强度)材料和淬火钢材料。但负前角会增大切削力负前角双面型:当磨损同时发生在前、后两个刀面时制成负前角双面型,可使刀片的重磨次数增多。此时负前角的棱面应有足够的宽度,以保证切屑沿该棱面流出。后角的功用后角的主要作用是减小后刀面与加工表面间的摩擦,降低刀具磨损,提高工件表面质量。配合前角工作,后角越大,切削刃钝圆半径越小,切削刃越锋利。影响切削刃和刀头的强度及散热体积。减小主后刀面与加工表面的摩擦增大后角能减少后刀面与工件加工表面之间的摩擦。从而减少刀具的磨损,提高加工表面质量和刀具耐用度。并可减少刃口钝圆半径rn使刃口锋利,这样就使摩擦进一步减少,降低磨损,从而可提高刀具耐用度。改善加工表面质量。增大后角,在同样的磨钝标准VB条件下,刀具由新刃磨用到磨钝,允许磨去的金属体积较大因而有利于提高刀具耐用度。但后角越大,在同样的磨钝标准条件下,刀具的径向磨损值NB增大,因此一些精加工刀具,当尺寸精度要求高时,就不宜按一般原则采用大的后角。增大后角,刀具磨钝后,重新刃磨,磨去的体积增大。为降低重磨费用,对于重磨刀具宜适当减小后角后角的功用后角选择的原则后角选择的原则后刀面选择双重后刀面为了保证刃口强度,减小刃磨后刀面的工作量,常在车刀后刀面上磨出双重后角。后刀面选择刃带在后刀面上磨出后角为零度的小棱面,起稳定、导向、消振、强化切削刃的作用。刃带宽度不宜过宽,否则会增大摩擦作用。后刀面选择消振棱指沿着切削刃在后刀面上磨出负后角的小棱面,有强化切削刃、减缓刀具磨损和消振作用。它有两个参数:消振棱后角消振棱宽度负倒棱消振棱刃带副后角的功用及选择:减少副后刀面与工件已加工表面之间的摩擦。一般与主后角相同,对于切断刀、割槽刀等,取较小值α′o=1°~3°。主偏角对切削过程的影响主偏角κr的变化,影响各切削分力的大小比值与产生振动的可能性。减小主偏角κr,则背向力Fp增大,进给力Ff减小。当工艺系统刚度较差时,若过于减小κr,Fp显著增大,就可能引起振动,造成损坏刀具,顶弯工件。主偏角κr的变化,影响切削截面的形状。在切削深度和进给量一定的情况下,随着κr角的减小,切削厚度将减小,切削宽度增加,切削刃参加工作的长度增加,切削刃单位长度的负荷减轻,刀尖角增大,这就会提高刀尖强度,改善散热条件,因而可提高刀具耐用度。kr133主偏角对切削过程的影响主偏角κr影响工件表面形状当车削阶梯轴时,应选用κr=90º,而当车削外圆端面及倒角时,