如果您无法下载资料,请参考说明:
1、部分资料下载需要金币,请确保您的账户上有足够的金币
2、已购买过的文档,再次下载不重复扣费
3、资料包下载后请先用软件解压,在使用对应软件打开
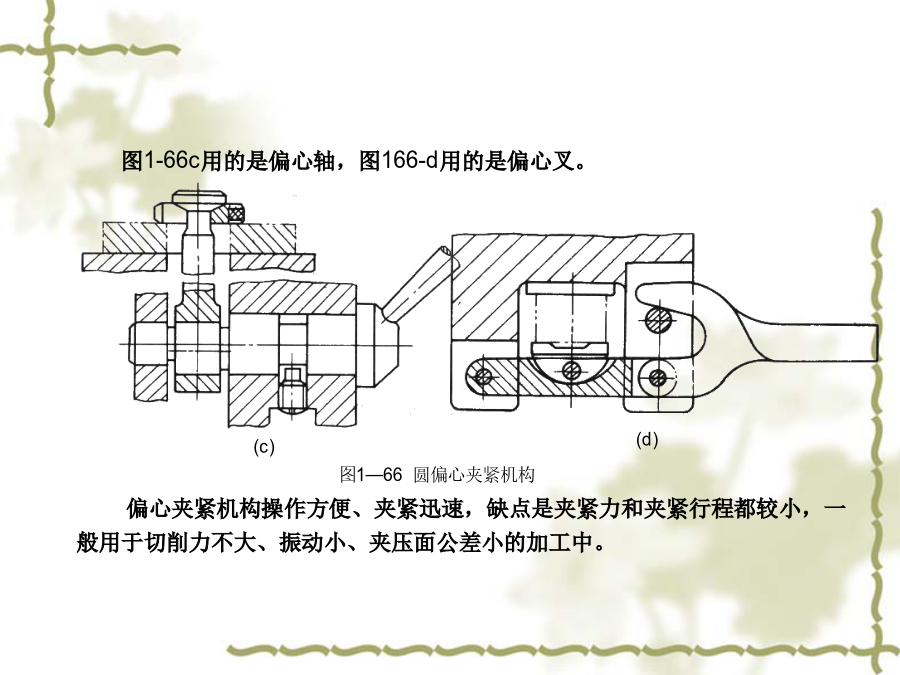
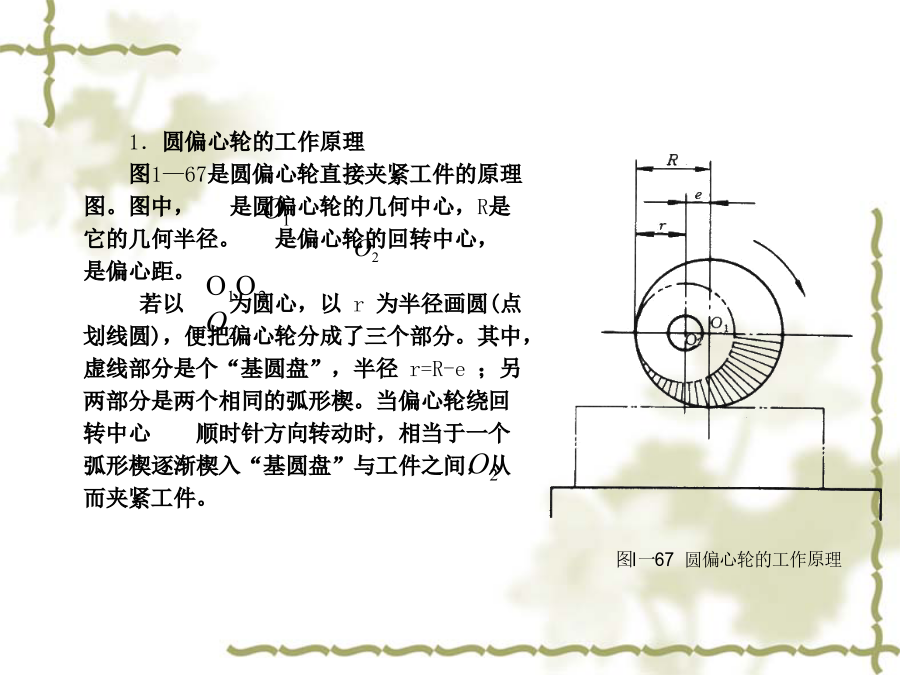
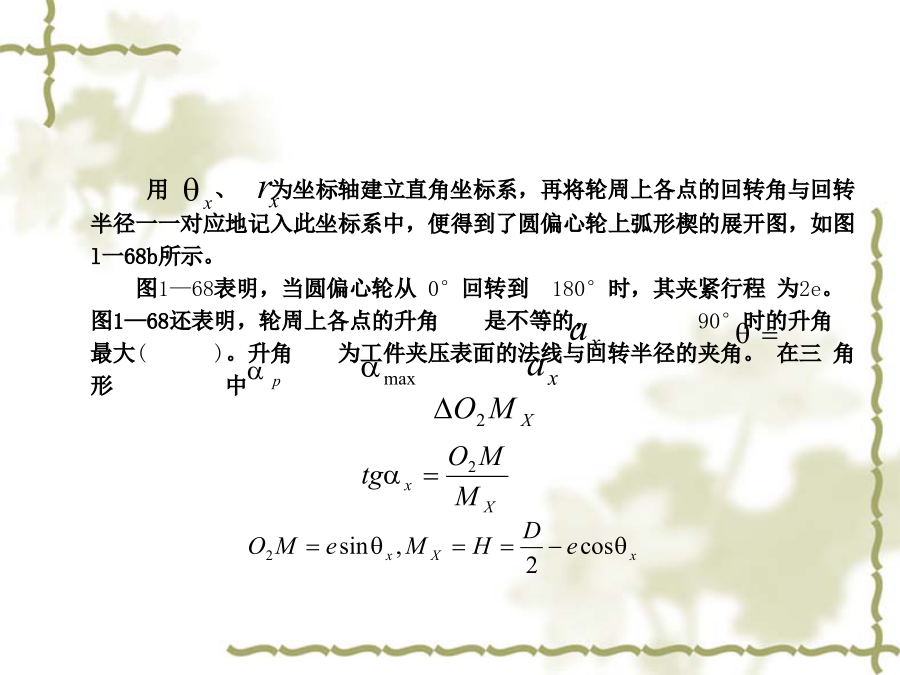
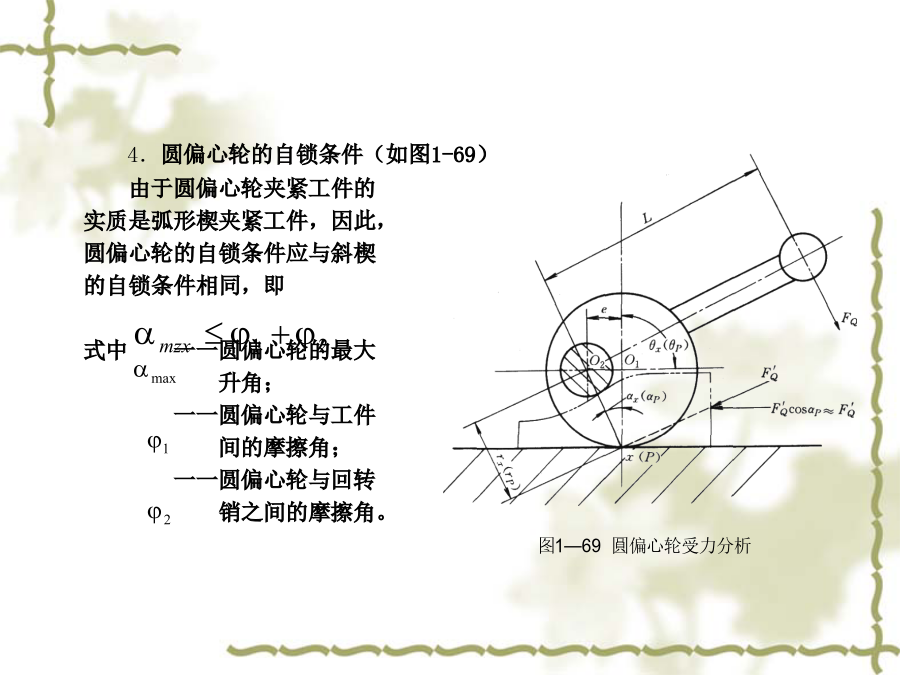
三、偏心夹紧机构用偏心件直接或间接夹紧工件的机构,称为偏心夹紧机构.常用的偏心件是圆偏心轮和偏心轴。图1-66是偏心夹紧机构的应用实例,图1-66a、b用的是圆偏心轮。偏心夹紧机构操作方便、夹紧迅速,缺点是夹紧力和夹紧行程都较小,一般用于切削力不大、振动小、夹压面公差小的加工中。1.圆偏心轮的工作原理图1—67是圆偏心轮直接夹紧工件的原理图。图中,是圆偏心轮的几何中心,R是它的几何半径。是偏心轮的回转中心,是偏心距。若以为圆心,以r为半径画圆(点划线圆),便把偏心轮分成了三个部分。其中,虚线部分是个“基圆盘”,半径r=R-e;另两部分是两个相同的弧形楔。当偏心轮绕回转中心顺时针方向转动时,相当于一个弧形楔逐渐楔入“基圆盘”与工件之间,从而夹紧工件。2.圆偏心轮的夹紧行程及工作段如图1-68a所示,当圆偏心轮绕回转中心转动时,设轮周上任意点x的回转角为,即工件夹压表面法线与连线间的夹角;回转半径为。用、为坐标轴建立直角坐标系,再将轮周上各点的回转角与回转半径一一对应地记入此坐标系中,便得到了圆偏心轮上弧形楔的展开图,如图l一68b所示。图1—68表明,当圆偏心轮从0°回转到180°时,其夹紧行程为2e。图1—68还表明,轮周上各点的升角是不等的,90°时的升角最大()。升角为工件夹压表面的法线与回转半径的夹角。在三角形中式中H一一夹紧高度,所以,当=0°、180°时,当°时,圆偏心轮的工作转角一般小于90°,因为转角太大,不仅操作费时,也不安全。工作转角范围内的那段轮周称为圆偏心轮的工作段。常用的工作段是45°~135°或90°~180°在45°~135°范围内,升角大,升角变化小,夹紧力较小而稳定,并且夹紧行程大(h≈1.4e)。在90°~180°范围内,升角由大到小,夹紧力逐渐增大,但夹紧行程较小(h=e)。3.圆偏心轮偏心量e的确定如图l一68所示,设圆偏心轮工作段为根据式在A点的夹紧高度,在B点的夹紧高度夹紧行程,所以式中,夹紧行程为:一一装卸工件所需的间隙,一般取≥0.3mm;一一夹紧装置的弹性变形量,一般取=0.05~0.15mm;一一夹紧行程储备量,一般取=0.1~O.3mm;一一工件夹压表面至定位面的尺寸公差。4.圆偏心轮的自锁条件(如图1-69)由于圆偏心轮夹紧工件的实质是弧形楔夹紧工件,因此,圆偏心轮的自锁条件应与斜楔的自锁条件相同,即式中一一圆偏心轮的最大升角;一一圆偏心轮与工件间的摩擦角;一一圆偏心轮与回转销之间的摩擦角。由于回转销的直径较小,圆偏心轮与回转销之间的摩擦力矩不大,为使自锁可靠,将其忽略不计,上式便简化为或者因,代入上式,得偏心轮的自锁条件是:当f=0.1时,;当f=0.15时,。5.圆偏心轮的夹紧力由于圆偏心轮周上各点的升角不同,因此,各点的夹紧力也不相等。图1-69为任意点x夹紧工件时圆偏心轮的受力情况。设作用力为,的作用点至回转中心的距离为L,回转半径为,偏心距。圆偏心轮夹紧工件时,受到的力矩为,可把圆偏心轮看成是作用在工件与转轴之间的弧形楔。可将力矩转化为力矩,=,所以:弧形楔的作用力≈,因此,与斜楔夹紧力公式相似,夹紧力当=90°时,=,代入得一般情况下,回转角=90°时,,最小。只要计算出此时的夹紧力,若能满足要求,则偏心轮上其他各点的加紧力都能满足要求。6.圆偏心轮的设计程序(1)确定夹紧行程偏心轮直接夹紧工件时的夹紧行程为:(2)计算偏心距确定工作段回转角范围,如=45°~135°或=90°~180°。偏心距为(3)按自锁条件计算Df=0.1时:D=20e;f=0.15时:D=14e。(4)查“夹具标准”(GB/T2191—91~GB/T2194--91)或查“夹具手册”,确定圆偏心轮的其它参数。其结构如图l一70所示。图1一70标准圆偏心轮的结构图l一70标准圆偏心轮的结构第十节工件装夹的实例分析本章前面各节阐述了工件装夹的定位原理、常用的定位元件、定位误差的计算方法、确定夹紧力的原则和基本夹紧机构,本节将用实例说明怎样综合运用上述原理、原则和方法来装夹工件。如图1-71所示,在拨叉上铣槽。根据工艺规程,这是最后一道机加工工序,加工要求有:槽宽16H11,槽深8mm,槽侧面与25H7孔轴线的垂直度为0.08mm,槽侧面与E面的距离为l10.2mm,槽底面与B面平行。试设计其定位装置和手动夹紧装置。图1-71拔叉零件图一、定位方案分析1.确定需要限制的自由度以及选择定位基面和定位元件从加工要求考虑,在工件上铣通槽,沿X轴的位置自由度可以不限制,但为了承受切削力,简化定位装置结构,还是要限制。工序基准为:25H7、E面和B面。现拟定三个