如果您无法下载资料,请参考说明:
1、部分资料下载需要金币,请确保您的账户上有足够的金币
2、已购买过的文档,再次下载不重复扣费
3、资料包下载后请先用软件解压,在使用对应软件打开
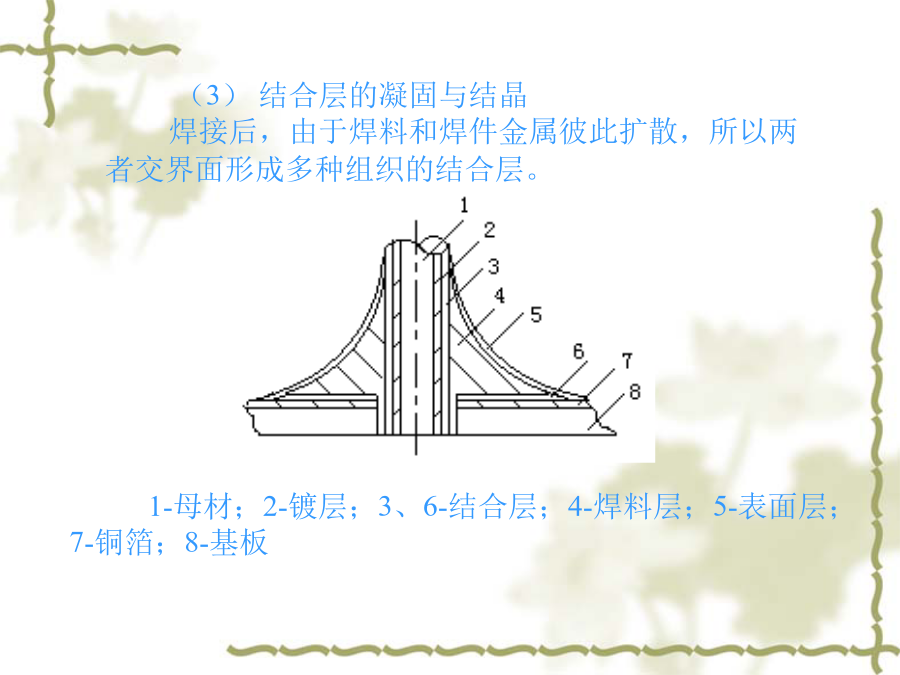
焊接基础知识(补充内容)1.焊接的分类焊接通常分为熔焊、钎焊和接触焊三类:①熔焊。熔焊是靠加热被焊件(母材或基材),使之熔化产生合金而焊接在一起的焊接技术,如气焊、电弧焊等。②钎焊。用加热熔化成液态的金属(焊料),把固体金属(母材)连接在一起的方法,称为钎焊。作为焊料的金属材料,其熔炉点要低于被焊接金属材料。按照焊料的熔点不同,钎焊又分为硬焊(焊料熔点高于450℃)和软焊(焊料熔点低于450℃)③接触焊。这是一种不用焊料与焊剂即可获得可靠的连接的焊接技术。如点焊、碰焊等。在电子产品装配过程中的焊接主要采用钎焊类中的软焊。一般采用锡铅焊料进行焊接,简称锡焊。(3)结合层的凝固与结晶焊接后,由于焊料和焊件金属彼此扩散,所以两者交界面形成多种组织的结合层。4.焊接的必要条件被焊接金属材料应具有充分的可焊性;被焊金属材料表面必须清洁;焊接要有适当的温度;焊接应有适当的时间;焊剂使用得当;焊料的成分和性能要符合焊接要求。5.1手工焊接技术手工焊接是焊接技术的基础,也是电子产品组装的一项基本操作技能。在目前,还没有哪一种焊接方法可以完全代替手工焊接,因此在电子产品装配中这种方法仍占有重要地位。5.1.1手工焊接工具1、电烙铁的分类常见的电烙铁分为内热式、外热式、恒温式和吸锡式。2、电烙铁的使用(1)安全检查用万用表检查电源线有无开路、短路和漏电。检查电源线是否松动有无破损,锁紧螺丝钉是否锁紧,电烙铁头是否松动。(2)新烙铁头的处理新烙铁头、已经氧化和缺损的烙铁头,因烙铁头表面有氧化层,不能吸附焊锡,所以,需要进行必要的处理。用锉刀锉掉氧化层,此时不应带电操作。锉好后迅速通电,并及时上松香和焊锡,防止烙铁头再次发生氧化。烙铁头的形状5.1.2手工焊接方法1、手工焊接的手法2、手工焊接的基本步骤:(1)准备。(2)加热被焊件。(3)送焊锡丝。(4)撤焊锡丝。(5)撤电烙铁。五工序法操作图如所示。3.操作要领(1)电烙铁的握法电烙铁的握持方法,有正握、反握和笔握三种,并无统一规定,一般以不易疲劳,便于用力和操作方便为原则。(2)烙铁的接触法(3)保持烙铁有锡“桥”锡“桥”即是在烙铁头上保留一定量的焊锡,作为烙铁与被焊件之间传热的“桥梁”,以便烙铁与被焊件有良好的接触。(4)烙铁头的撤离法5.2手工锡焊的操作技巧5.2.1手工锡焊的诀窍1.对焊件要先进行表面处理(1)用酒精、丙酮清洗。(2)使用砂纸、小刀清除。(3)金银镀层用橡皮磨擦。2.元件引线上锡(1)保护引线不被氧化。(2)使焊接迅速。3.助焊剂不要使用过量,否则会延长焊接时间或“夹渣”,表面不洁。4.保持烙铁头焊接面的清洁。5.保持烙铁头上有一定的焊锡桥。增大烙铁与被焊件的接触面积,提高传热效率。6.控制焊锡量。(1)焊锡量适中。(2)所有焊点大小一致。7.控制温度。(1)烙铁温度要适中。(2)防止焊接时间过长,因热积累导致焊点泛白失去金属光泽。8.控制焊接时间。(1)时间短焊锡流动不充分,将造成焊点不均匀,焊点夹渣。(2)时间过长,因热积累导致焊接温度升高。9.保持元件引脚端正。10.保持焊接过程中平稳、不抖动。焊点要求及质量检查(补充内容)(1)对焊点的要求①要求有可靠的电连接和足够的机械强度。焊点应有足够的连接面积和稳定的结合层,不应出现缺焊、虚焊。②外观光洁、整齐。良好焊点应是焊料用量恰到好处,外表有金属光泽、平滑,没有裂纹、针孔、夹渣、拉尖、桥接等现象。其良好的外表是焊接质量的反应,例如:外表有金属光泽,是焊接温度合适、生成稳定合金层的标志。(2)常见焊点及质量分析(2)常见焊点及质量分析无锡焊接方法(补充内容)无锡焊接包括压接、绕接、导电胶粘接、激光焊等。无锡焊接的特点是不需要焊料与焊剂即可获得可靠的连接,因而解决了清洗困难和焊接表面易氧化的问题。另外无锡焊接具有操作简便、不受场所限制、生产效率高、成本低清洁无污染、接触电阻小、可靠性高等优点。所以,无锡焊接在电子产品整机装配中得到广泛的应用。