如果您无法下载资料,请参考说明:
1、部分资料下载需要金币,请确保您的账户上有足够的金币
2、已购买过的文档,再次下载不重复扣费
3、资料包下载后请先用软件解压,在使用对应软件打开
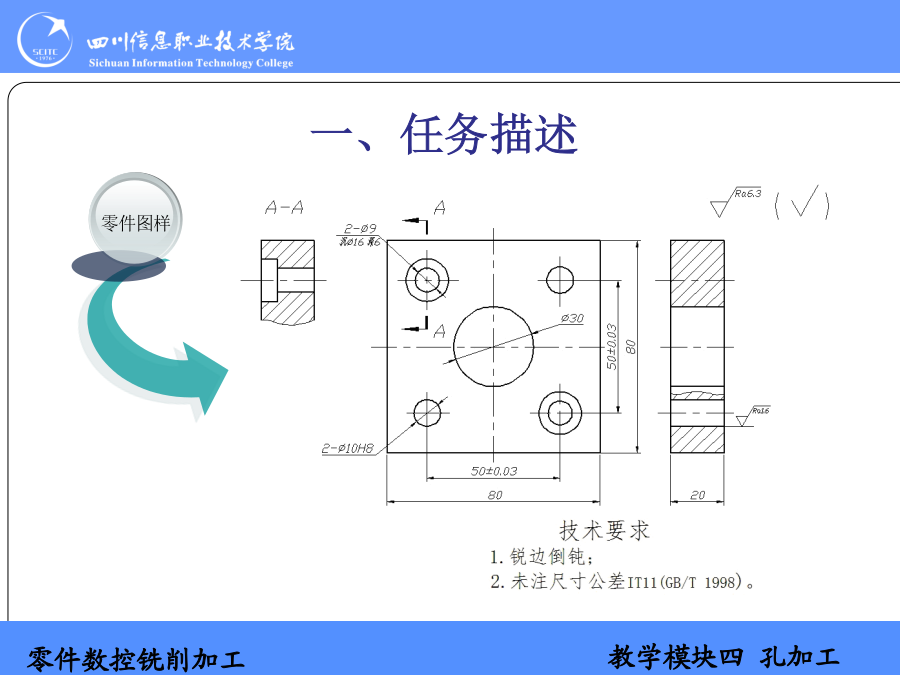
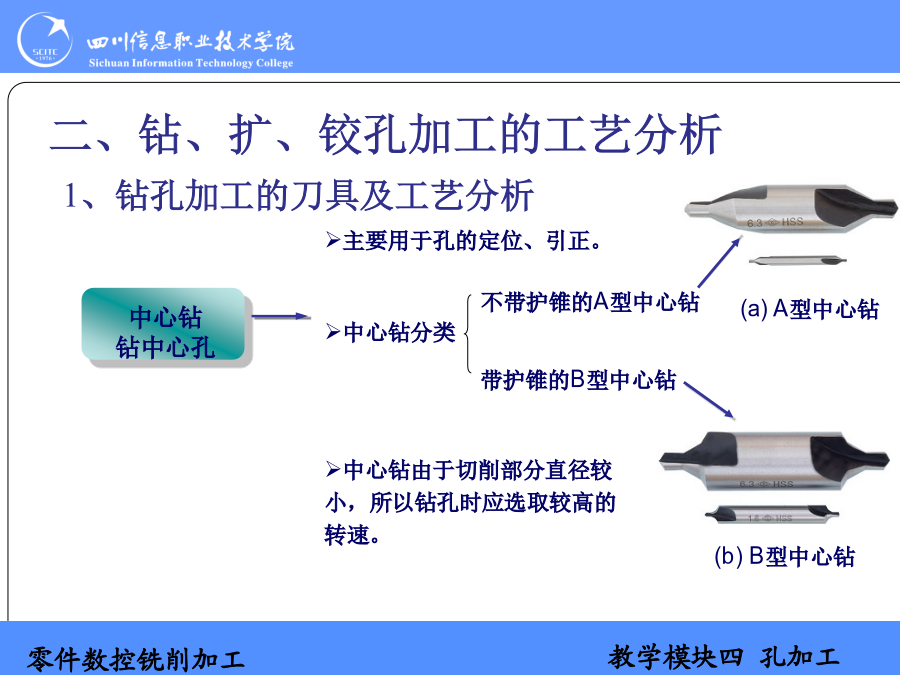
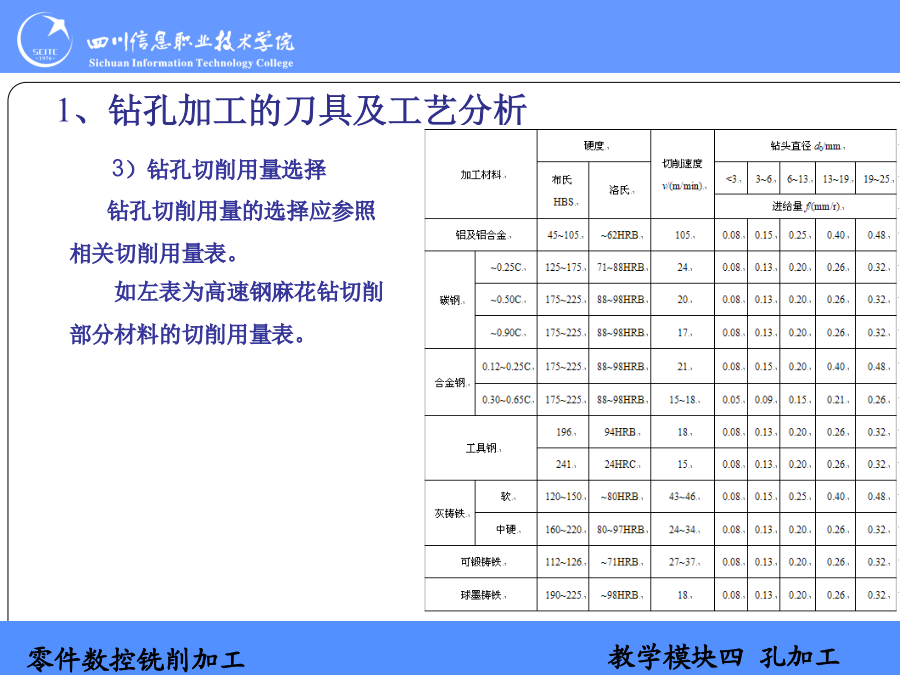
一、任务描述1、零件图工艺分析2、装夹方案的确定3、加工顺序的确定4、刀具、量具的确定5、切削用量的确定6、工艺卡片的制定二、钻、扩、铰孔加工的工艺分析1、钻孔加工的刀具及工艺分析3)钻孔切削用量选择a)钻削孔径大于30mm的大孔时,一般应分两次钻削。第一次用0.6~0.8倍孔径的钻头,第二次用所需直径的钻头扩孔。b)钻直径1mm以下的小孔时,开始进给力要轻,防止钻头弯曲和滑移,以保证钻孔试切的正确位置。c)扩孔钻头应使用两条主切削刃长度相等、对称,否则会使孔径扩大。d)钻削过程要经常退出钻头排屑和加注切削液。切削速度可选在2000~3000r/min以上,进给力应小而平稳,不宜过大过快。2、扩孔加工的工艺分析2、扩孔加工的工艺分析2、扩孔加工的工艺分析2、扩孔加工的工艺分析3、铰孔加工的工艺分析3、铰孔加工的工艺分析3、铰孔加工的工艺分析3)切削用量选择4、孔加工路线确定4、孔加工路线确定4、孔加工路线确定4、孔加工路线确定三、工艺卡片的制定三、工艺卡片的制定