如果您无法下载资料,请参考说明:
1、部分资料下载需要金币,请确保您的账户上有足够的金币
2、已购买过的文档,再次下载不重复扣费
3、资料包下载后请先用软件解压,在使用对应软件打开
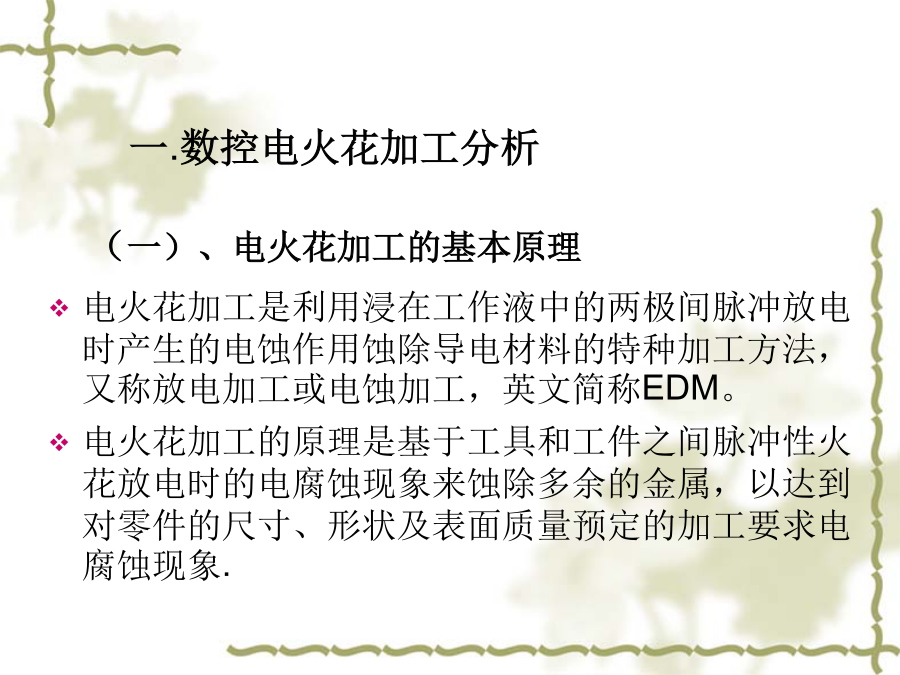
一.数控电火花加工分析(一)、电火花加工的基本原理图1-1不需要制造成形电极,用简单的电极丝即可对工件进行加工。可切割各种高硬度、高强度、高韧性和高脆性的导电材料,如淬火钢、硬质合金等。由于电极丝比较细,可以加工微细异形孔、窄缝和复杂形状的工件。能加工各种冲模、凸轮、样板等外形复杂的精密零件,尺寸精度可达0.02~0.01mm,表面粗糙度Ra值可达1.6μm。还可切割带斜度的模具或工件。由于切缝很窄,切割时只对工件进行“套料”加工,故余料还可以利用。(三)、电火花线切割加工的特点3.能加工精密细小、形状复杂的通孔零件或零件外形线切割用的电极丝极细(一般为φ0.04mm~φ0.2mm),很适合加工微细模具、电极、窄缝和锐角以及贵重金属的下料等。4.不能加工盲孔根据加工原理,电火花线切割加工时,电极丝的运行状态是“循环走丝”,而加工盲孔却无法形成电极丝的循环。因此,电火花线切割只能对零件的通孔或外形进行加工(四)、切割的应用范围图1-21.按切割的轨迹分类按线切割加工的轨迹可以将其分为直壁切割、锥度切割和上下异形面线切割加工。(1)直壁切割是指电极丝运行到切割段时,其走丝方向与工作台保持垂直关系。(2)锥度切割锥度切割又分为圆锥面切割和斜(平)面切割。锥度切割时,电极丝与工作台有一定斜度,同时工作台要按规定的轨迹运动。(3)上下异形面切割。2.按走丝速度分类(1)快速走丝线切割机床(2)慢速走丝线切割机床(二)、数控电火花线切割加工机床型号(三)、线切割工作液对工艺指标的影响(四)、线切割电极丝对加工的影响1.放电间隙放电间隙是放电时工具电极和工件间的距离,它的大小一般在0.01~0.5mm之间,粗加工时间隙较大,精加工时则较小。2.脉冲宽度ti(μs)脉冲宽度简称脉宽(也常用ON、TON等符号表示),是加到电极和工件上放电间隙两端的电压脉冲的持续时间(如图1-9所示)。为了防止电弧烧伤,电火花加工只能用断断续续的脉冲电压波。一般来说,粗加工时可用较大的脉宽,精加工时只能用较小的脉宽脉冲参数与脉冲电压、电流波形图1-31943年,苏联学者拉扎连科夫妇研究发明电火花加工,之后随着脉冲电源和控制系统的改进,而迅速发展起来。最初使用的脉冲电源是简单的电阻-电容回路。50年代初,改进为电阻-电感-电容等回路。同时,还采用脉冲发电机之类的所谓长脉冲电源,使蚀除效率提高,工具电极相对损耗降低。随后又出现了大功率电子管、闸流管等高频脉冲电源,使在同样表面粗糙度条件下的生产率得以提高。60年代中期,出现了晶体管和可控硅脉冲电源,提高了能源利用效率和降低了工具电极损耗,并扩大了粗精加工的可调范围。到70年代,出现了高低压复合脉冲、多回路脉冲、等幅脉冲和可调波形脉冲等电源,在加工表面粗糙度、加工精度和降低工具电极损耗等方面又有了新的进展。在控制系统方面,从最初简单地保持放电间隙,控制工具电极的进退,逐步发展到利用微型计算机,对电参数和非电参数等各种因素进行适时控制。直至目前,国内外的线切割机床都采用数字控制,数控线切割机床已占电加工机床的60%以上。