如果您无法下载资料,请参考说明:
1、部分资料下载需要金币,请确保您的账户上有足够的金币
2、已购买过的文档,再次下载不重复扣费
3、资料包下载后请先用软件解压,在使用对应软件打开
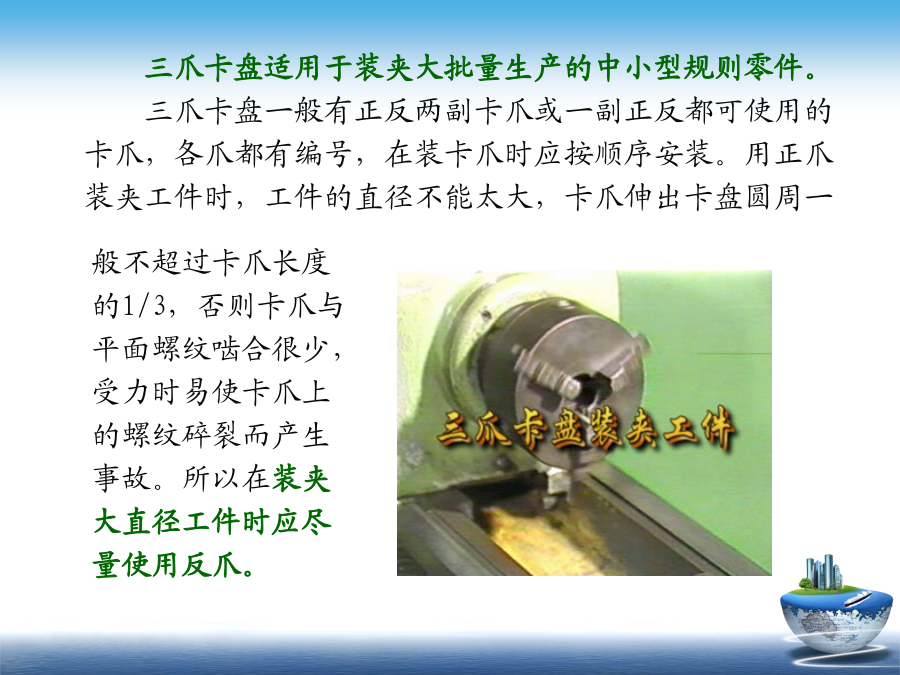
课题:模具零件的车削加工(1)模具制造项目教学案例一、概述模具的种类很多,其结构、形状各异,大小也有很大差别,但其制造过程却基本相同,通常分为:毛坯外形加工。工作型面加工。模具装配。模具检验。模具工作型面的形状多种多样,但归纳起来不外乎两类:一是外工作型面,如各种凸模的工作型面;二是内工作型面,如各种凹模的工作型面。按照内工作型面的特征,又可分为型孔和型腔两种。型孔系指通孔,如各种凹模的工作刃口;型腔(或称型槽)系指盲孔,如锻模、压铸模和塑料模的凹模工作型面等。工作型面不同,其加工方法也不同。二、车削加工模具零件常用的车削加工方法除了上述常规的车削加工外,还常常用到一些特殊的车削加工。例如球面坑的车削等。在车床上使用的刀具,主要是各种车刀,有些车床还可以采用各种孔加工刀具(如钻头、扩孔钻、铰刀等)和螺纹刀具(丝锥、板牙等)进行加工。为了加工出所要求的工件表面,必须使刀具和工件实现一系列的相对运动。车床常用附件三爪卡盘适用于装夹大批量生产的中小型规则零件。三爪卡盘一般有正反两副卡爪或一副正反都可使用的卡爪,各爪都有编号,在装卡爪时应按顺序安装。用正爪装夹工件时,工件的直径不能太大,卡爪伸出卡盘圆周一两顶尖安装工件跟刀架(一)车床的运动(二)工件的安装及刀具的安装2、刀具的安装安装刀具应注意车刀安放的位置、伸出的长度、调整刀尖高低的方法及垫片的使用。装卸车刀时要锁紧方刀架。安装工件应注意选用合理、可靠的装夹基面,且要找正夹牢。使用顶尖安装工件时,要拧紧卡箍螺钉,锁紧尾架和尾架套筒。如图所示:安装时,车刀放在放刀架左侧,车刀前面朝上;刀头伸出长度约等于刀体的1.5倍;右偏刀主切削刃应与横向进给方向成3°~5°;刀尖应与车床旋转轴线等高,一般用尾顶尖校对高低;最后,调整刀尖高度应该采用用垫刀片。在校对刀尖高低的时候,把刀架摇向尾座;扳转方刀架和摇动尾座套筒,使刀尖接近顶尖,观察刀尖高低一直到刀尖与顶尖等高为止。注意事项:a.扳转方刀架不能用力过猛,防止车刀甩出;b.移动刀架和顶尖时,要防止刀尖撞及顶尖而损;c.垫刀片要平整对齐。(三)量具的使用与读数①游标卡尺的使用用软布将量爪擦干净,使其并拢,查看游标和主尺身的零刻度线是否对齐。如果对齐就可以进行测量;如没有对齐则要记取零误差:游标的零刻度线在尺身零刻度线右侧的叫正零误差,在尺身零刻度线左侧的叫负零误差(这件规定方法与数轴的规定一致,原点以右为正,原点以左为负)。测量时,右手拿住尺身,大拇指移动游标,左手拿待测外径(或内径)的物体,使待测物位于外测量爪之间,当与量爪紧紧相贴时,即可读数。L=整数部分+小数部分-零误差实际工作中常用精度为0.05毫米和0.02毫米的游标卡尺。现以0.02毫米的游标卡尺为例讲解其读数的方法。读数可分为三个步骤:a.根据副尺零线以左的主尺上的最近刻度读出整毫米数;b.根据副尺零线以右与主尺上刻度对准的刻线数乘上0.02读出小数;c.将上面整数和小数两部分尺寸加起来,既为总尺寸。③游标卡尺的使用注意事项a.游标卡尺是比较精密的测量工具,要轻拿轻放,不得碰撞或跌落地下。使用时不要用来测量粗糙的物体,以免损坏量爪,不用时应置于干燥地方防止锈蚀。b.测量时,应先拧松紧固螺钉,移动游标不能用力过猛。两量爪与待测物的接触不宜过紧。不能使被夹紧的物体在量爪内挪动。c.读数时,视线应与尺面垂直。如需固定读数,可用紧固螺钉将游标固定在尺身上,防止滑动。d.实际测量时,对同一长度应多测几次,取其平均值来消除偶然误差。2、螺旋测微器(千分尺)的结构及使用螺旋测微器又称千分尺,是比游标卡尺更精密的测长仪器,准确度可在0.01~0.001mm之间。常用于测量细丝和小球的直径以及薄片的厚度等。其结构如图所示:使用螺旋测微器测量物体长度时,要先将测微螺杆退开,将待测物体放在千分尺的两个测量面之间。螺旋测微器的尾端有棘轮旋柄,转动旋钮可使测杆移动,当测杆与被测物(或砧台)相接后的压力达到某一数值时,棘轮将滑动并产生喀、喀的响声,活动套管不再转动,测杆也停止前进,此时即可读数。读数时,从主尺上读取0.5mm以上的部分,从微分筒上读取余下尾数部分[估计到最小分度值的十分之一,即(1/1000),然后两者相加,如图所示的读数为5.155mm,(b)的读数为5.655mm。使用螺旋测微器应注意以下几个问题:1.测量前要检查零点读数,并对测量数据作零点修正。2.检查零点读数和测量长度时,切忌直接转动测微螺杆和微分筒,而应轻轻转动棘轮旋柄。3.测量完毕应使测砧和测微螺杆留有间隙,以免因热胀而损坏螺纹。(四)车床上试切法的方法与步骤1、车外圆和台阶外圆车削是车削加工中最基本,也最常见的工作。外圆车削主要有以下几种形式:车削5mm以下的台阶的方