










相关文档
机械制造工艺学课程设计--齿轮减速器加工工艺及夹具设计
星级:

 48页
48页
机械制造技术课程设计-轴承座加工工艺及铣侧面夹具设计
星级:
26页
汽车变速箱箱体加工工艺及精铣前后端面夹具设计
星级:
76页
毕业设计(论文)-变速箱壳体加工工艺及铣左端面夹具设计
星级:
38页
机械制造技术课程设计-深沟轴承座加工工艺及铣底面夹具设计
星级:
29页
机械制造技术课程设计-杠杆二加工工艺及铣斜面夹具设计
星级:
22页
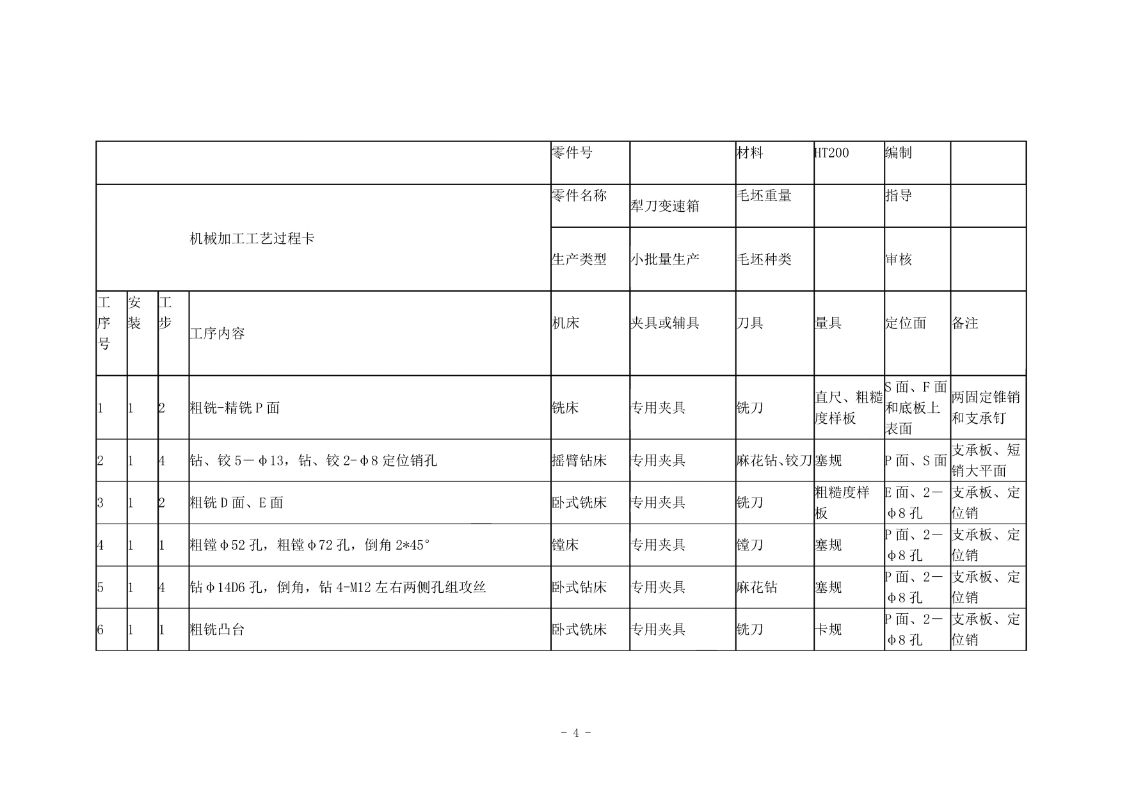
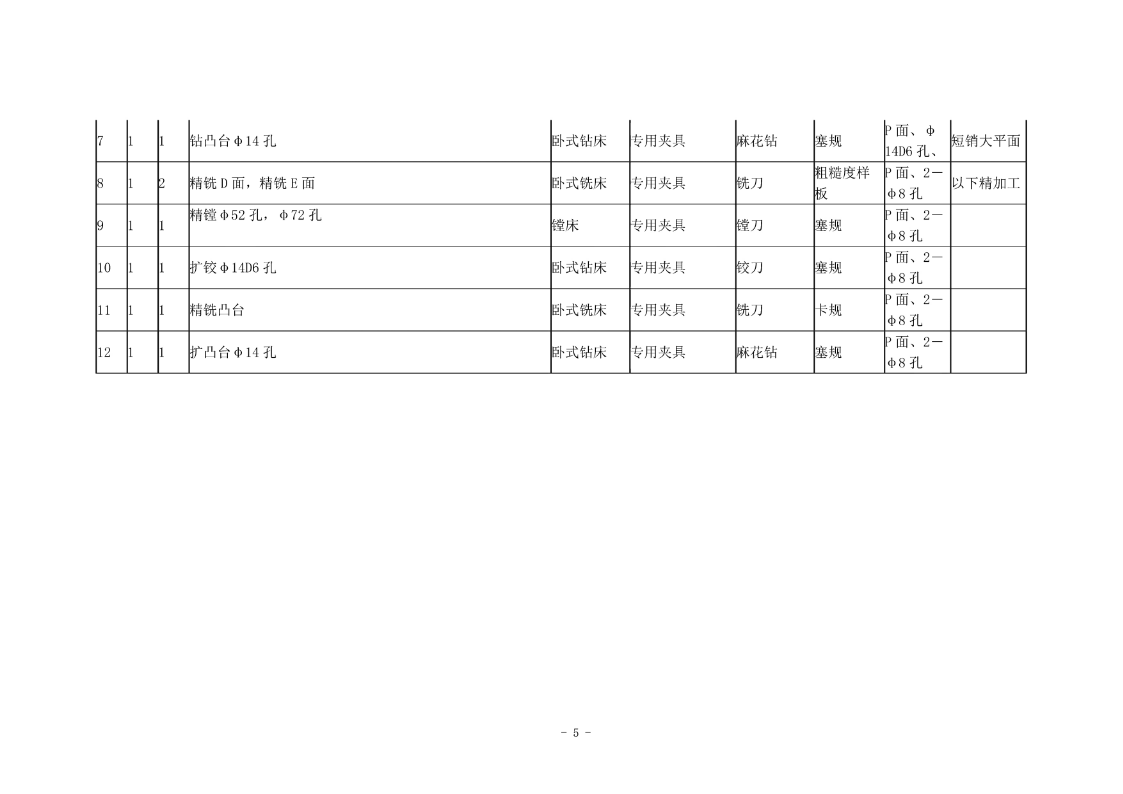
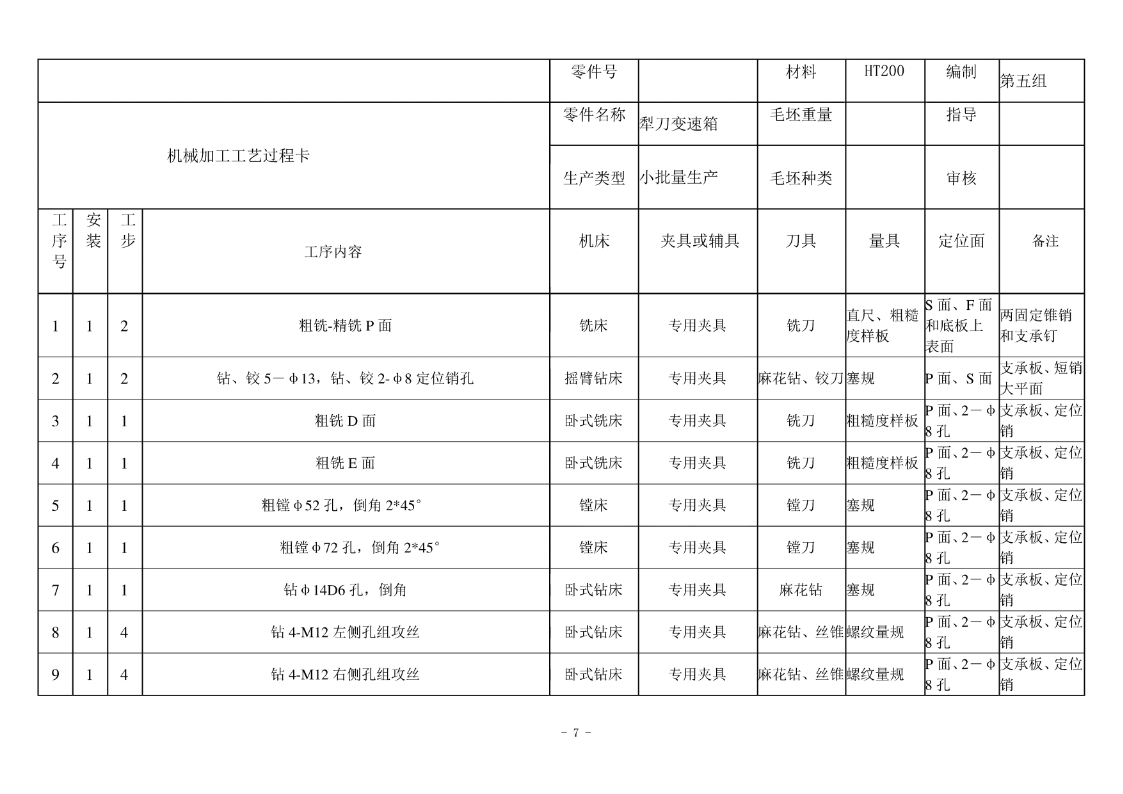
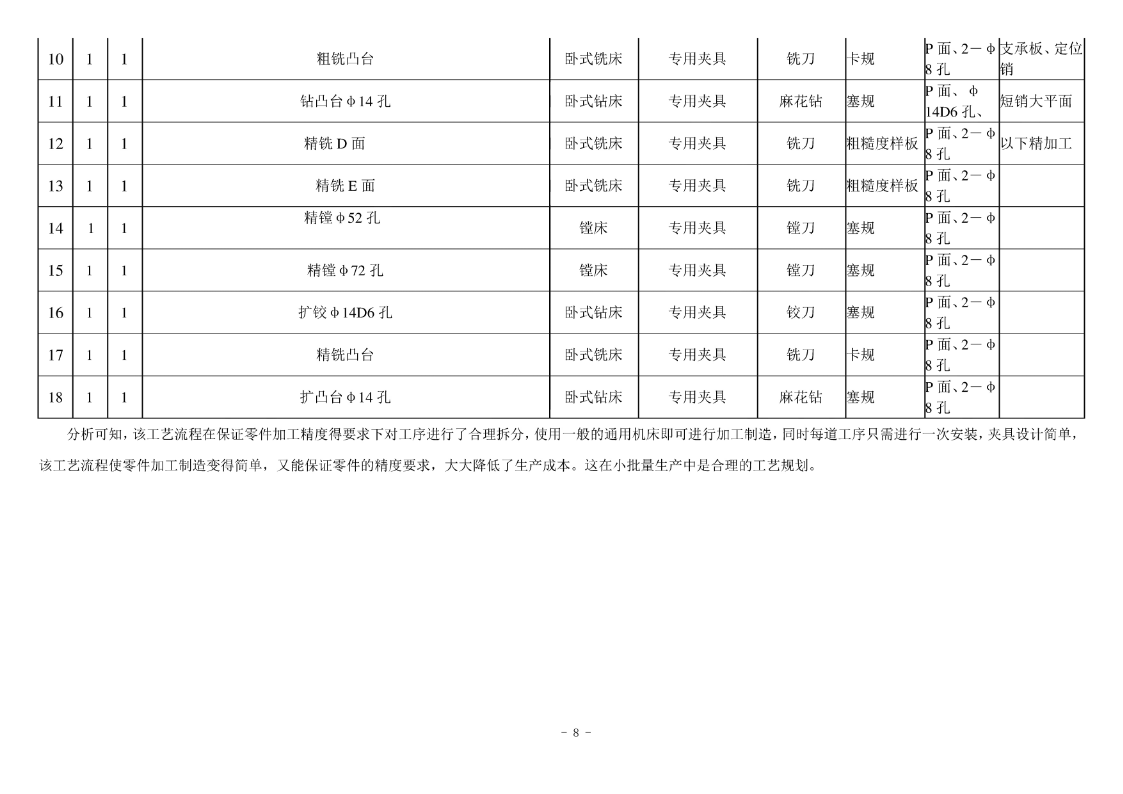
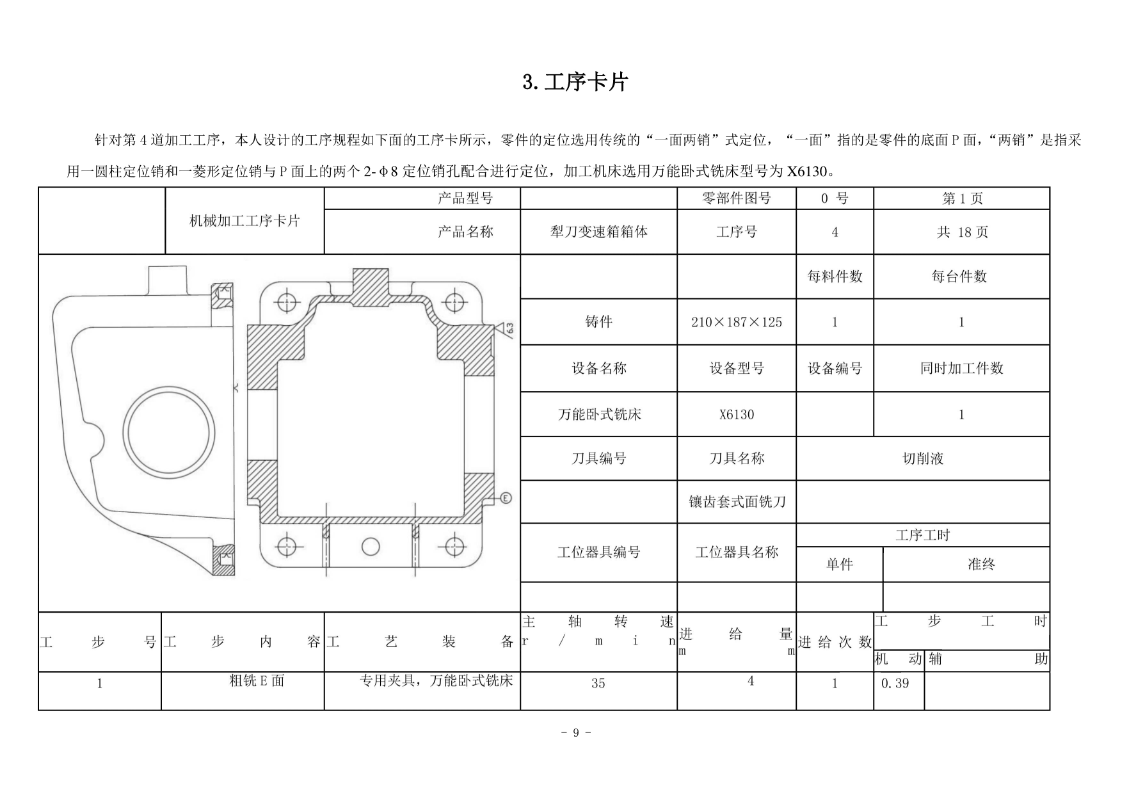
机械制造技术课程设计-犁刀变速箱加工工艺及铣E面夹具设计
星级:
15页
机械制造技术课程设计-拨叉加工艺及φΦ52孔夹具设计-立式镗床
星级:
22页
机械制造技术课程设计-阀体加工工艺及精铰Φ16及Φ30孔夹具设计
星级:
25页
机械制造加工工艺及夹具设计
星级:
20页




