如果您无法下载资料,请参考说明:
1、部分资料下载需要金币,请确保您的账户上有足够的金币
2、已购买过的文档,再次下载不重复扣费
3、资料包下载后请先用软件解压,在使用对应软件打开
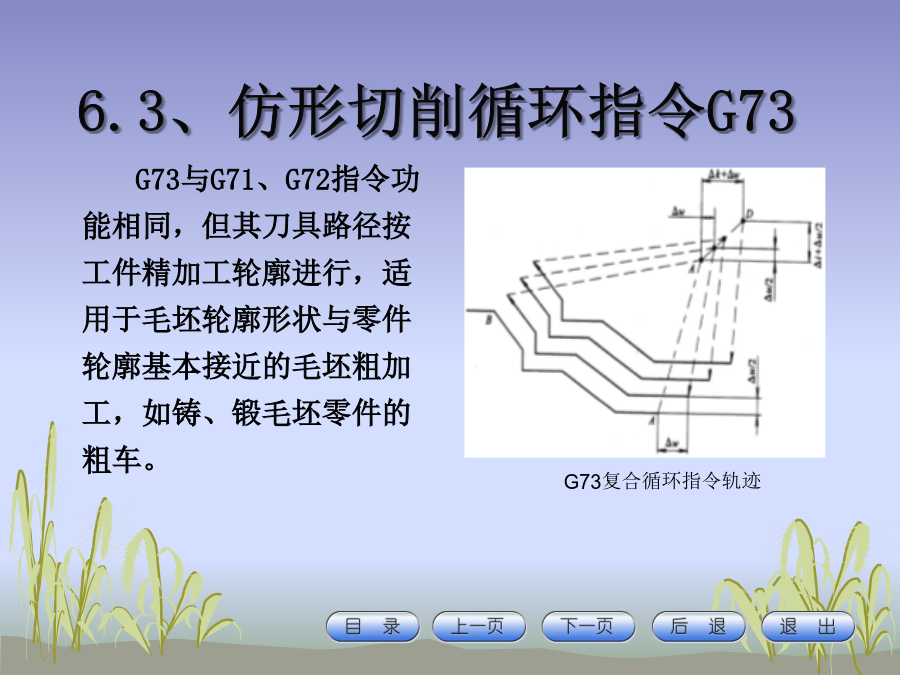
外圆、内孔粗车循环指令G71G71循环指令动作轨迹编程实例精车加工循环指令G70端面粗车复合循环指令G72G72复合循环指令轨迹6.2.2编程实例G72、G70指令举例:6.3、仿形切削循环指令G73指令格式:G73U(Δi)W(Δk)R(d)G73P(ns)Q(nf)U(Δu)W(Δw)F(f)Δi表示沿X轴的退出距离和方向;Δk表示沿Z轴的退出距离和方向;R指定粗加工次数。6.3.2编程实例G73、G70指令举例:6.5、端面切槽或深孔钻削复合循环指令G74指令格式:G74R(e)G74Z(W)Q(Δk)F(f)G74指令举例:用G74在工件上钻8mm,深100mm的孔O0019;S600M03T0202;T02为8mm钻头G00X0Z5.0;G74R0.3;G74Z-100.0Q8000F0.1G00Z150.0M05;T0200;M30;6.6、外圆、内圆切槽循环指令G75G75指令举例:6.7、调用子程序M98在零件加工过程中,某一加工内容重复出现时,将该重复的加工内容编为子程序,通过调用子程序来完成加工,可使程序大为简化。指令格式:M98P;子程序调用M99;子程序返回其中:P可指定8位数字,前四位数是子程序调用次数,后四位数字表示子程序号。O0033;(主程序)M03S700T0101;G00X30.0Z78.0;M98P101234;(调用名为O1234的子程序10次)G00X80.0Z150.0;G28U0W0T0000M05;M30;数控车削编程综合加工实例例一:编写如图所示零件的精加工程序,毛坯为φ45×70mm棒料,材料为45钢。程序O0001;G50X100.Z100.;G40G96G99S100M03T0101;G41G00X24.Z1.;G01X28.Z-1.F0.1;Z-20.;X32.;例题二:加工下图所示零件,工件材料为45号钢,毛坯尺寸为φ52的棒料,粗糙度Ra为1.6μm。编写零件的加工程序。设定如图所示的工件坐标系。其工艺路线为:粗车外圆→精车外圆→切槽→车螺纹→车凹圆。选用YT15的外圆车刀T01、螺纹和切凹圆刀T03,选用高速钢切槽刀T02,刀宽4mm。复合循环加工零件举例Z-120.0;X53.0;N20G40X55.0;G96S100;G70P10Q20F0.1;G00X150.0Z200.0;T0202S30;G00X40.0Z-30.0;G75R2.0;G75X30.0P2000F0.1;G00X150.0Z200.0;T0303;G00X36.0Z5.0G97S300;G76P020260Q100R0.1;G76X31.4Z-28.5P1300Q500F0.2;G00X54.0;Z-75.0G96S80;G73U5.0W0.0R0.003;G73P60Q80U0.3W0F0.2;N60G41G00X50.0Z-75.0;G02X50.0Z-105.0R35.0;